Drilling And Boring Machines. Part 2
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Drilling And Boring Machines. Part 2
Fig. 509, in common with all drills that cut on the side, may, by improper direction, cut sideways, making the hole above the intended diameter; but when the hole has been roughly bored with a common fluted drill, the end of the latter is used as a turning tool, to make an accurate chamfer, the bit 509 is then placed through the stay as shown in fig. 510, and is lightly supported between the chamfer upon the work and the center of the popit-head; the moment any pressure comes on the drill, its opposite edges stick into the inner sides of the loop, (as more clearly explained in fig. 511,) which thus restrains its position; much the same as the point and edges of the turning tools for iron dig into the rest, and secure the position of those tools.
It is requisite the drill and the loop should be exactly central, fig. 510 shows the common form of the stay when fitted to the lathe-rest, but it is sometimes made as a swing-gate, to turn aside, whilst the piece which has been drilled is removed, and the next piece to be operated upon is fixed in the lathe. Sometimes also the drill 509, has blocks of hardwood attached above and below it, to complete the circle; this is usual for wrought iron and steel, and oil is then employed.
These three varieties are exclusively lathe-drills, and are intended for the exact repetition of a number of holes of the particular sizes of the bits, and which, on that account, should remove only a thin shaving to save the tools from wear.
The cylinder bits, however, may be used for enlarging holes below half an inch, to the extent of about one-third their diameter at one cut; and for holes from half an inch to one inch, about one fourth their diameter or less, and as the bits increase in size, the proportion of the cut to the diameter should decrease.
The cylinder bit is not intended to be used for drilling holes in the solid material,. and as the piercing drills are apt to swerve, in drilling small and very deep holes, the following rotation in the tools is sometimes resorted to. A drill, fig. 476, p. 548 , say three sixteenths diameter, is first sent in to the depth of an inch or upwards, and the hole is enlarged by a cylinder hit of one quarter inch diameter. The center at the end of the hole then restored to exact truth, by fig. 480 a re-centering drill, the plug of which exactly fits the hole made by the cylinder bit; the extremity of the re-centering drill then acts as a fixed taming tool, and should the first drill have run out of its position, 480 corrects the center at the end of the hole. Another short portion is then drilled with 476, enlarged with the half-round bit, and the conical extremity is again corrected with the re-centering drill; the three tools are thus used in rotation until the hole is completed, and which may be then cleaned out with one continued cut, made with a half-round bit a little larger than that previously used.
Some of the large half-round bits are so made, that the one stock will serve for several cutters of different diameters. In the bit used for boring out ordnance, the parallel shaft of the boring bar slides accurately in a groove, exactly parallel with the bore of the gnu; the cutting blade is a small piece of steel affixed to the end of the half-round block, which is either entirely of iron, or partly of wood; and the cut is advanced by a rack and pinion movement, actuated either by the descent of a constant weight, or by a self-acting motion derived from the prime mover. For making the spherical, parabolical or other termination to the bore, cutters of corresponding forms are fixed to the bar.* See Appendix, Notes B D to B I, pages 1005 to 1010.
There are very many works which from their weight or si cannot be drilled in the lathe in its ordinary position, as it is scarcely possible to support them steadily against the drill; but these works are readily pierced in the drilling-machine, which may be viewed as a lathe with a vertical mandrel, and with the flange of the popit-head, enlarged into a table for the work, which then lies in the horizontal position simply by gravity, or is occasionally fixed on the table by screws and clamps. The structure of these important machines admits of almost endless diversity, and in nearly every manufactory some peculiarity of construction may be observed.*
* The outside of the gun is usually turned, whilst the boring is going on, by the hand-tools, figs. 423 and 424, page 527. A plug of copper is screwed into the brass guns to be perforated for the touch hole, copper being less injured by repeated discharges, than the alloy of 9 parts copper and 1 part tin. used for the general substance of the gun; the curved bit smooths off the end of the plug.
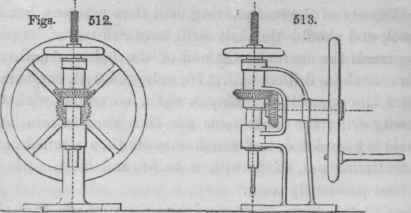
Figs. 512 and 513 exhibit Nasmyth's "Portable Hand-drill," which is introduced as a simple and efficient example, that may serve to convey the general characters of the drilling-machines. The spindle is driven by a pair of bevil pinions, the one is attached to the axis of the vertical fly-wheel, the other to the drill-shaft, which is depressed by a screw moved by a small hand-wheel.
Sometimes, as in the lathe, the drilling spindle revolves without endlong motion, and the table is raised by a treadle or by a hand-lever; but more generally the drill-shaft is cylindrical and revolves in, and also slides through, fixed cylindrical bearings. The drill-spindle is then depressed in a variety of ways; sometimes by a simple lever, at other times, by a treadle which either lowers the shaft only one single sweep, or by a ratchet that brings it down by several small successive steps, through a greater distance; and mostly a counterpoise weight restores the parts to their first position when the hand or foot is removed. Friction-clutches, trains of differential wheels, and other modes, are also used in depressing the drill-spindle, or in elevating the table by self-acting motion. Frequently also the platform admits of an adjustment independent of that of the spindle, for the sake of admitting larger pieces; the horizontal position of the platform is then retained by a slide, to which a rack and pinion movement, or an elevating screw, is added.*
Continue to:
My Books

