Drilling And Boring Machines. Part 3
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Drilling And Boring Machines. Part 3
* Probably no individual has originated so many useful varieties of drilling-machines, as Mr. Richard Roberts, of the firm of Sharp, Roberts, and Co., Manchester.
Drilling-machines of these kinds are generally used with the ordinary piercing-drills, and occasionally with pin-drills; the latter instrument appears to be the type of another class of boring tools, namely, cutter-bars, which are used for works requiring holes of greater dimensions, or of superior accuracy, than can be attained by the ordinary pointed drills.
The small application of this principle, or of cutter-bars, is shown on the same scale as the former drills, in fig. 514; the cutter c, is placed in a diametrical mortise in a cylindrical boring bar, and is fixed by a wedge; the cutter c extends equally on both sides, as the two projections or ears embrace the sides of the bar, which is slightly flattened near the mortises.
Cutter-bars of the same kind, are occasionally employed with cutters of a variety of forms, for making grooves, recesses, mouldings, and even screws, upon parts of heavy works, and those which cannot be conveniently fixed in the ordinary lathe. Fig. 515 represents one of these, but its application to screws will be found in the chapter on the tools for screw-cutting.
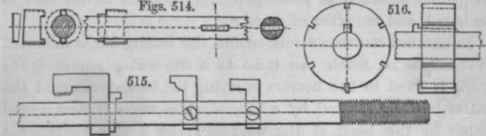
The larger application of this principle is shown in fig. 516, in which a cast-iron cutter-block is keyed fast upon a cylindrical bar, the block has four, six, or more grooves in its periphery.
* The platform in a drilling-machine, at Messrs. Penn's, Greenwich, is placed between two aide frames, with fillets a few inches apart, so that it is supported at any height, like a single drawer in an empty tier. The traverse of the drill-shaft is rather more than equal to the space between the fillets.
Figures 512 and 513 are transcribed from plate 29 of" Buchanan's Mill Work," by Rennie, 1841; and plates 29 to 33 a, of that work, contain various other drilling-machines, similar to, and explanatory of, those in general use.
Sometimes, the work is done with only one cutter, and should the bar vibrate, the remainder of the grooves are filled with pieces of hard-wood, so as to complete the bearing; at so many points of the circle; occasionally cutters are placed in all the grooves, and carefully adjusted to act in succession, that is, the first stands a little nearer to the axis than the second, and so on throughout, in order that each may do its share of the work; but the last of the series takes only a light finishing cut, that its keen edge may be the longer preserved. In all these cutters the one face is radial, the other differs only four or five degrees from the right angle, and the corners of the tools are slightly rounded.
These cutter-bars, like the rest of the drilling and boring machinery, are employed in a great variety of ways, but which resolve themselves into three principal modes:
First, the cutter-bar revolves without endlong motion, in fixed centers or bearings, in fact, as a spindle in the lathe; the work is traversed, or made to pass the revolving cutter in a right line, for which end the work is often fixed to a traversing slide-rest. This mode requires the bar to measure between the supports, twice the length of the work to be bored, and the cutter to be in the middle of the bar, it is therefore unfit for long objects.
Secondly, the cutter-bar revolves, and also slides with endlong motion, the work being at rest; the bearings of the bar are then frequently attached in some temporary manner to the work to be bored, and are often of wood.*
In another common arrangement, the boring bar is mounted in headstocks, much the same as a traversing mandrel, the work is fixed to the bearers carrying the headstocks, and the cutter-bar is advanced by a screw. The screw is then moved either by the hand of the workman; by a star-wheel, or a ratchet-wheel, one tooth only in each revolution; or else by a system of differential wheels, in which the external screw has a wheel say of 50 teeth, the internal screw a wheel of 51 teeth, and a pair of equal wheels or pinions drives these two screws continually, so that the advance of the one-fiftieth of a turn of the screw, or their difference, is equally divided over each revolution of the cutter-bar, much the same as in the dif-ferential motion of the screw-drill, fig.504, page 562.
* Cylinders of forty inches diameter for steam engines, have been thus bond, by attaching a cast-iron cross to each end of the cylinder; the crosses are bored exactly to fit the boring bar, one of thorn carries the driving gear, and the bar is thrust endlong by means of a screw, moved by a ratchet- or star-wheel.
This second method only requires the interval between the fixed bearings of the cutter-bar, to be as much longer than the work, as the length of the cutter-block; but the bar itself must have more than twice the length of the work, and requires to slide through the supports.
Cutter-bars of this kind are likewise used in the lathe; in the act of boring, the end of the bar then slides like a piston into the mandrel. Such bars are commonly applied to the i boring-machines of the larger kinds, which are usually fitted with a differential apparatus, for determining the progress of the cut; the bar then slides through a collar fixed in the bed of the machine.
In some of the large boring-machines either one or two horizontal slides are added, and by their aid, series of holes may be bored in any required arrangement. For instance, the several holes in the beams, or ride levers, and cranks of steam-engines, are bored exactly perpendicular, in a line, and at any precise distances, by shifting the work beneath the revolving spindle upon the guide or railway; in pieces of other kinds, the work is moved laterally during the revolution of the cutters, for the formation of elongated countersinks and grooves.
Thirdly. In the largest applications of this principle, the boring bar revolves upon fixed bearings without traversing; and it is only needful that the boring bar should exceed the length of the work, by the thickness of the cutter-block, of which it has commonly several of different diameters. The cutter-block, now sometimes ten feet diameter, traverses as a slide down a huge boring bar, whose diameter is about thirty inches. There is a groove and key to couple them together, and the traverse of the cutter-block down the bar, is caused by a side-screw, upon the end of which is a large wheel, that engages in a small pinion, fixed to the stationary center or pedestal of the machine. With every revolution of the cutter-bar, the great wheel is carried around the fixed pinion, and supposing these be as 10 to 1, the great wheel is moved one-tenth of a turn, and therefore moves the screw one-tenth of a turn also, and slowly traverses the cutter-block.
Fig. 517.
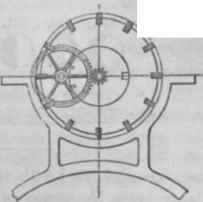
The contrivance may be viewed as a huge, self-acting, and revolving sliding-rest, and the diagram 517 shows that the cutter-bars are equally applicable to portions of circles, such as the D valves of steam-engines, as well as to the enormous interior of the cylinder itself.* See Appendix, Note B J, page 1010.
All the preceding boring tools cut almost exclusively upon the end alone. They are passed entirely through the objects, and leave each part of their own particular diameter, and therefore cylindrical; but I now proceed to describe other boring tools that cut only on their sides, go but partly through the work, and leave its section a counterpart of the instrument. These tools are generally conical, and serve for the enlargement of holes to sizes intermediate between the gradations of the drills, and also for the formation of conical holes, as for valves, stopcocks, and other works. The common pointed drill, or its multiplication in the rose countersink, is the type of the series; but in general the broaches have sides which are much more nearly parallel.
Continue to:
My Books

