Cones And Conical Surfaces
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Cones And Conical Surfaces
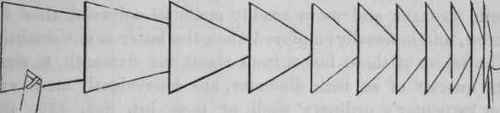
The two extremes of the cone merge respectively into the cylinder and surface; for cones approaching the one, the tool is employed in the manner described for the cylinder, and in that for the surface, for those approaching the other. The group of cones fig. 354, makes it apparent that on the left, the chisel has hardly departed from its position for the cylinder, the tool lying on its side, the cutting edge an oblique tangent to the work; while on the right, the tool rests on its edge, the cutting bevil in coincidence with the plane produced, as on a surface.
Upon cones between these extremes, the tool follows a path that partakes of and combines, the distinct movements required for the cylinder and surface. The motion of the tool is no longer simply lateral or radial, but as the tool travels laterally along the rest, it is simultaneously depressed from the circumference to the center, the cutting edge being always coincident with the plane of the surface of the cone under formation.
Fig. 354.
The gouge is first used to rough down the material to the requisite angle and measure, preferably under the guidance of a bevil, the correct angle so given materially assisting the subsequent guidance of the chisel. The chisel is supported on the rest on the under corner of its side the obtuse angle leading, the bevil lying on the cone, the opposite and following edge more and more raised, as the proportions of the cone become more obtuse, until for the most so the chisel rests exactly on its edge. The shaving is invariably cut with the tool travelling from the base towards the apex. The position of the rest may be parallel with the sides of cones midway in the group, for both gouge and chisel; but for most, and especially for cones approaching the extremes, it is parallel with the axis of the lathe, as required by their analogy to the cylinder and surface.
In marking off the height of the cone, a sufficient margin is allowed for a small piece to be turned away to waste, used for the time, to receive the support of the popit head. This additional working length is first reduced together with the general bulk of the cone, and then turned as a small reversed cone, both being finished at the same moment, after the manner described for separating the back surface of the cylinder. Double cones, starting from the same base, require this piece or reversed cone at each end.
Continue to:
My Books

