The Surface The Plankway Of The Grain
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
The Surface The Plankway Of The Grain
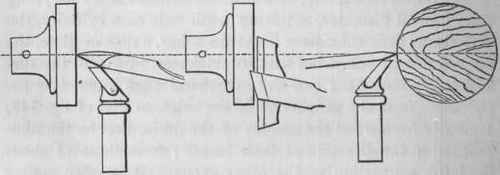
The cylinder and surface of the proportions of fig. 349, are about midway in a group, of which one extreme is a ruler, long and of small diameter, requiring truth only as a cylinder, the surfaces or ends subsidiary; and the other, a disc or plate, the diameter large compared with its thickness, in which, the surface is all important and the cylindrical edge much less so. Cylinders from the proportion of the ruler, to that of fig. 349, are made from wood the endway of the grain, that is, the fibre running in the direction of their length; from those of about the latter proportion to the other extreme, it is often convenient to turn the cylinder plankways, that is, with the fibre at right angles to the axis. The plate, is necessarily always cut from plank, whence the term plankways, and neither it, nor the ruler, could support the opposite conditions.
In turning the surface in softwood plankways, the tee of the rest is always placed parallel with it, close to the work and well below the center. Sufficiently so, to permit the cutting edges of the different tools as their shafts traverse the rest, to travel in a line that is horizontal and at the same time radial, to the surface under formation.
The piece of plankwood is cut roughly square and the center of the surface having been found from the corners, a circle is struck with the compasses as a guide for sawing them off, to reduce it to a rough octagon. A hole is then made in the center with a gimlet or lathe drill, and the plankwood is screwed on to the screw worm chuck, fig. 295, with the precautions already described for truth, and for permitting the screw, either partially or entirely to penetrate the wood, as may be desirable. The work being set in revolution, a circle is struck with a pencil upon the face, to determine the external diameter of the plate; or, if the surface be rough and unfinished, the line is very generally scored with the two points of the compasses opened to the diameter required, and held and shifted laterally upon the rest until the two points both score one and the same circle. The parting tool is then applied, well outside of this line and parallel with the mandrel axis, to cut off the rough corners. The division is usually effected by two or more cuts, placed side by side on the surface, and running one into the other, to widen it and allow the parting tool sufficient clearance ; the width required, increasing also in some degree with the thickness of the plank. The corners come away all in one piece as a ring, at once giving the circular form to the edge of the work, and continuous action to the subsequent cut of the tool, when engaged upon the cylindrical edge.
Fig. 351. Fig. 352. Fig. 353.
In rough turning the plankways surface, the gouge is held after the same manner as on the cylinder fig. 335, lying on the center of its convex back, but with the shaft considerably less sloped, at about the inclination of fig. 351. The cutting bevil is very far from coincidence with the plane formed, and the tool is frequently mounted in a short handle, both to avoid contact with the bearers and to give the blade a little additional slope, sometimes of advantage, in causing the tool to cut more freely. The surface is first reduced to truth by separate cuts, placed side by side, and then turned flat by traversing the tool, the right hand leaving the side, both hands moving with the gouge and maintaining its shaft always parallel with itself, during its traverse across the work. The fibrous surface left by the gouge, is turned smooth with the chisel, figs. 352. 353, which is held at a still less vertical inclination, with its side lying flat upon the tee. The chisel is traversed from the center, about two thirds of the distance towards the circumference; it may still lie upon the same side, but is usually turned over, to proceed from the circumference over the remaining distance, the separate cuts being made to overlap each other. The chisel requires to be keenly sharpened its edge straight and in good condition, and although its action is more nearly allied to scraping than cutting, it nevertheless removes a continuous shaving.
The entire width of the cutting edge appears to be in contact with the work, but in order to prevent the corners catching in and damaging the surface, the obtuse, nearly always the leading corner, is held just free of it, the shaving being cut by the remainder of the edge and the acute or following corner, which has the most penetration ; exaggerated for illustration in fig. 352. In proceeding from the center as in the figure, the obtuse angle is free of the surface, and in travelling towards it, if the tool be not turned over, the acute is relieved; the following corner being again given the more penetration, by slightly varying the horizontal angle at which the shaft is held. The actual change required being so slight, as to be almost imperceptible except by its results. Neither angle of the chisel is permitted to pass beyond the center of the surface, the cut commencing or terminating at that point, always, by the extreme corner of the cutting edge. The flat tool obtains somewhat similar manipulation on the hardwood surface as noticed in the succeeding chapter.
The flat tool for softwood figs. 331. 332, may be used on the plankway surface in the same manner as the chisel. Occasionally also, its extreme corners are sharpened away on the oilstone in a gentle curve, so as to stand slightly behind the general level of the cutting edge; the flat tool may then be traversed with its edge parallel with the surface. The chisel or flat tool, is held with hardly any vertical angle, or indeed quite horizontally for the finer finishing shavings, which are removed almost in the form of dust.
The plankways surface of a plate, when found to be true by the test of the straight-edge, serves as a guide for the parallelism of its cylindrical edge, which, from its large diameter and short length, is inconvenient to measure with callipers. The longer limb of a steel square is laid to the surface by its inner edge, and the shorter, excludes the light between its own edge and that of the cylinder, when the latter has been turned parallel. The position of the gouge and chisel and their manipulation upon the cylindrical edge of work turned plankways, fig. 353, is virtually the same as upon the surface. Concave curves are turned with the gouge, rounded edges and convex curves in mouldings, are first shaped with the gouge and then finished with the chisel. For this purpose, the latter tool is sometimes very conveniently applied to the work held in the horizontal manner as for hardwood, all the fingers of the left hand around the pedestal of the hand rest, with the thumb brought over on to the surface of the blade, pressing the tool firmly down, as it lies flat on the tee. The edge is then traversed around the work with a light cut, by the right hand at the end of the handle, swinging beneath the left thumb as on a center, the shaft of the chisel radial to the curve. Curves running from convex to concave, have the former portion finished with the chisel, and the line taken up and completed, as to the latter, with the gouge. Fig. 353, is also intended to indicate the manner in which the fibres of the plankways surface and cylinder as they meet the tool, perpetually vary from across, to with the grain; the reason for the wide differences in the positions of the tools, upon work the lengthway and the plankway of the grain.
Continue to:
My Books

