Chapter XXXV. Gem And Glass Engraving. Section I. - Introduction. - Seal And Gem Engraving
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Chapter XXXV. Gem And Glass Engraving. Section I. - Introduction. - Seal And Gem Engraving
Gems, precious stones, glass, and similar hard substances that do not admit of the application of tools with cutting edges, are engraved either in relief, or in intaglio, by the employment of small revolving wheels, charged on their edges with fine abrasive powders, and lubricated with oil or water. The object to be engraved is applied to the lower edges of the wheels with the fingers, unassisted by any mechanism, but the object is twisted about during the process, so as to expose every part of the device successively to the action of the little wheels, which gradually produce small hollows and grooves, that are in section nearly counterparts of the sections of the tools employed in their formation. The wheels are made in a great variety of sizes and shapes, according to the forms they are intended respectively to produce, and with the abrasive powders they constitute the only cutting tools applied in these interesting and delicate processes of abrasion.
For engraving all hard stones, the wheels are made of iron, charged with diamond powder, and generally lubricated with the oil of bricks, and when the engraved surfaces are polished, copper wheels charged with rottenstone and water are employed. For engraving glass, similar but larger tools made of copper, charged with emery and olive oil, are employed, and the polish-ing is effected with leaden tools charged with pumice stone powder and water. The processes of engraving in gems and glass are very similar, and differ principally in the greater depth and elaboration of the designs in gem engraving, which latter will be first described, and the principal peculiarities of glass engraving will be afterwards alluded to in a separate section.
The most extensive application of engraving on stones, is the sinking in intaglio of armorial bearings on seals, which is called seal engraving, and the engraving in intaglio of more artistic subjects on gems and stones is called gem engraving. When the design is engraved in relief, the process is called cameo cutting, but the apparatus and manipulations are nearly the same in all three branches of the art. The ordinary practice of seal engraving will be, therefore, first described, followed by some observations on the more graceful art of gem engraving, and the practice of cameo cutting will be afterwards adverted to.
The greater portion of the remarks offered on seal engraving have been gathered from the practice of Mr. W. Warner, who has had considerable experience in engraving armorial bearings both in hard and soft stones. The observations on gem engraving and cameo cutting have been derived from Mr. Henry Weigall, whose works in these arts have obtained a celebrity that is a satisfactory guarantee for the excellence of his practice, and to whom the contents of the first two sections of this chapter have been submitted for verification.
The wheels employed in seal engraving are called tools, and are made as shown in fig. 1206, with long conical stems that are fitted somewhat like chucks into the hollow mandrel or quill of a miniature lathe head, called a seal engraver's engine, the most usual form of which is shown one-fourth of its real size in fig. 1196, this is mounted upon a stout table hollowed out in front somewhat like a jewellers bench, and either about 2 feet 6 inches or 3 feet 6 inches high, according as the operator may prefer to sit or stand to his work. The engine is driven by a light foot wheel from 18 inches to 2 feet diameter. The tools being of very small diameter, little power is required; a rapid motion is, however, requisite for some parts of the work, and a steady position of the body is at all times of the first importance; the treadle is, therefore, jointed just beneath the heel of the operator, who is thus enabled to give a rapid motion to the wheel with but little movement of the leg. The entire apparatus should be quite free from tremor, and with this view the bench is made very strong, and, if possible, firmly attached to the building. some cases the foot wheel is mounted in a frame independent of the bench, in order that any vibration in the wheel or its axis may not be communicated to the tools.
Fig. 1195, shows the section of the engine, which consists of a brass pillar about 6 inches high, having at the base a central bolt, which passes through the top of the bench, and is retained by a nut and washer beneath. The upper part of the pillar has two openings, which cross each other at right angles, and serve for the reception of the pulley and bearings of the quill. The bearings are generally cylindrical, and made of tin or pewter cast upon the quill; each pair of bearings is adjusted to fit the quill by a set screw, passing through a brass cap screwed on the top of the pillar. The quill is of steel, about 2 inches long, and half an inch diameter; it passes entirely through the bearings, all end-play in which is prevented by two small beads upon the quill.
Figs. 1195.

1196.
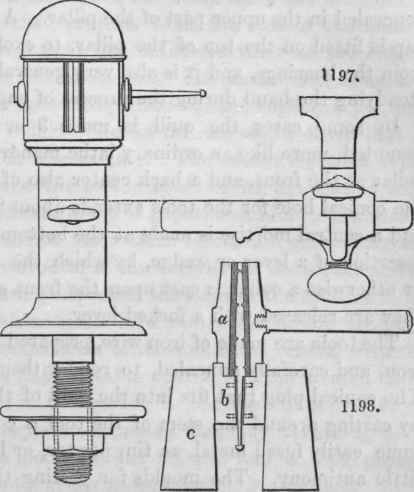
Throughout the length of the quill extends a slightly conical hole, measuring about five-sixteenths of an inch in diameter at the front end, and one quarter of an inch at the back. A small angular groove, about half an inch long, is filed in one side of the hole, at the front end, for the reception of a corresponding feather on the tools, which serves to prevent the tools from slipping round in use, and also to ensure their being always placed in the same position in the quill. The pulley, which measures about one inch and a half in diameter, is mostly made in the same piece with the quill, and when in its place is almost concealed in the upper part of the pillar. A small hemispherical cap is fitted on the top of the pillar, to exclude all dust or grit from the bearings, and it is also very generally used as a rest for steadying the hand during the process of engraving.
Continue to:
My Books

