Ordinary Practice Of Forging. Part 2
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Ordinary Practice Of Forging. Part 2
To return to the forging: the flat face of the hammer should not only fall flat, but also centrally upon the work; that is, the center of the hammer, in which point the principal force of the blow is concentrated, should fall on the center of the bar, otherwise that edge of the work to which the hammer might lean would be the more raduced, and consequently the parallettm of the work would be lost It would also be bent in respect to length, as the thinned edge would become more elongated, and thence convex; and when the blows were irregularly scattered, the work would become twitted or put in winding, which would be a still worse error.
I will suppose it required to draw down (the technical term for reduction) six inches of the end of a square or rectangular bar of iron or steel; the smith will place the bar across the anvil with perhaps four inches overhanging, and not resting quite flat, but tilted up about a quarter or half-an-inch at the near side of the anvil, as in fig. 92, but less in degree, and the hammer will be made to fall as there shown, except that it will be at a very small angle with the anvil.
Having given one blow, he will, as the only change, twist the work a quarter turn, and strike it again; then he will draw the bar half an inch or an inch towards him, and give it two more similar blows, and so on until he arrives at the extreme end, when he will recommence; but this will be done almost in the time of reading these words. The descent of the hammer, the drawing the work towards himself, (whence perhaps the term,) and the quarter turn backwards and forwards, all go on simultaneously and with some expedition. At other times the work is drawn down over the beak-iron, in which case the curvature of this part of the anvil, makes it less material at what angle the work is held or the blows given, provided the two positions be alike. In smoothing off the work, the position of fig. 91 is assumed; the work is laid flat upon the anvil, and the hammer is made to fall as nearly as possible horizontally; a scries of blows are given all along the work between every quarter turn, the hammer being directed upon one spot, and the work drawn gradually beneath it. The circumstances are exactly the same as regards the sledgehammer, which is used up-hand for light work; the right hand being slid towards the head in the act of lifting the hammer from off the work, and slipped down again as the tool descends; and the conditions arc scarcely altered when the smith swings the hammer about in a circle, the signal for which is "about sledge;" whereas when, in either case, the blows of the sledgehammer are to be discontinued, the fireman taps the anvil with his hand hammer, which is, I believe, an universal language.
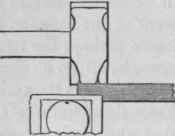
In drawing down the tang or taper-point of a tool, the extreme end of the iron or steel is placed a little beyond the edge of the anvil, as in fig. 92, by which means the risk of indenting the anvil is entirely removed, and the small irregular piece in excess beyond the taper is not cut off until the tang is completed. Fig. 93 shows the position of the chisel in cutting off the finished object from the bar of which it formed a part; that is, the work is placed betwixt the edge of the anvil, and that of the chisel immediately above the same; the two resemble in effect a pair of shears. Sometimes the edge of the anvil alone is used for small objects, first to indent, and then to break off the work, but this is likely to injure the anvil, and is a bad practice.
When it is required to make a set-off, it is done by placing the intended shoulder at the edge of the anvil: the blows of the hammer will be effective only where opposed to the anvil, but the remainder of the bar will retain its full size and sink down as represented in fig. 94. Should it be necessary to make a shoulder on both sides, a flat-ended set hammer, struck by the sledge, is used for setting down the upper shoulder, as in fig. 95, as the direct blows of the hammer could not be given with so much precision. In each of these cases some precaution must be observed, as otherwise the tools, although so much more blunt than the chisel, fig. 93, will resemble it in effect, and cripple or weaken the work in the corner; on this account the smith's tools are rarely quite sharp at the angles: this mischief is almost removed when the round fullers, fig. 96, are used for reducing the principal bulk, and the sharper tools are only employed for trimming the angles with moderate blows.
Figs. 94.
95.

96.

When the iron is to be set down, and also spread laterally, as in fig. 97, it is first nicked with a round fuller as upon the dotted line at a, and the piece at the end is spread by the same tool, upon the short lines of the object, or parallel with the length of the bar; the first notch greatly assists in keeping a good shoulder at the bottom of the part set down, and the lines are supposed to represent the rough indentations of the round fuller before the work is trimmed up.

Fig. 97.
There is often considerable choice of method in forging, and the skilful workman selects that method of proceeding which will produce the result with the least portion of manual labour. Thus an ordinary screw-bolt, that I will suppose to measure fivi-eighths of an inch in diameter in the stem, and one inch square in the head, may be made in either of the three following ways adverted to in the outset:
First, by drawing-down: - A bar of iron is selected one inch square, or of the size of the head of the bolt, and a short portion of the same is set down, according to fig. 96, by a pair of fullers that are convex in profile as shown, and also slightly concave upon the line at right angles to the paper; this prepares the shoulder or joining of the two dimensions; the bolt is made cylindrical, and of proper diameter between the rounding tools, fig. 98; and lastly, it is cut off with the chisel, as in fig. 93, p.20, so much of the original square bar as suffices for the thickness of the head being allowed to remain.
Continue to:
My Books

