Section III. - Ordinary Practice Of Forging
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section III. - Ordinary Practice Of Forging
The general practice of forging works from the bar of iron or steel, are for the most part included in the three following modes; the first two occur in almost every case, and frequently all three together, namely,
By drawing down, or reduction:
By jumping or up-setting, otherwise thickening and shortening:
By building-up, or welding.
When it is desired to reduce the general thickness of the object, both in length and width, then the flat face of the hammer is made to fall level upon the work; but where the length or breadth alone is to be extended, the pane or narrow edge of the hammer is first used, and its blows are directed at right angles to the direction in which the iron is to be spread. To meet the variety of cases which occur, the smith has hammers in which the panes are made in different ways, either at right angles to the handle, parallel with the same, or oblique.
In order to obtain the same results with more precision and effect, tools of the same characters, but which are struck with the sledge-hammer are also commonly used: those with flat faces are made like hammers, and usually with similar handles, except that for the convenience of reversing them they are not wedged in; these are called set-hammers; others which have very broad faces, are called flatters, and the top tools with narrow round edges like the pane of the hammer, are called top-fullers; they all have the ordinary hazel rods.
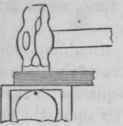
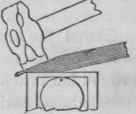
When the sides of the object are required to be parallel, and it is to be reduced both in width and thickness, the flat face of the hammer is made to fall parallel with the anvil, as represented in fig. 91, or oblique for producing taper pieces as in fig. 92, and action and re-action being equal, the lower face of the work receives the same absolute blow from the anvil as that applied above by the hammer itself; it is not requisite therefore to present every one of the four sides to the hammer, but any two, at right angles to each other. In twisting the work round the quarter circle, some practice is called for, in order to retain the rectangulur section, and not to allow it to degenerate into the lozenge or rhomboidal form, which error it is difficult to retrace.
This indeed may be considered the first stumbling-block in forging, and one for which it is difficult to provide written rules. Of course in converting a round bar into a square with the hammer, the accuracy will depend almost entirely upon the change of exactly ninety degrees being given to the work, and this the experienced smith will accomplish with that same degree of felling, or intuition, which teaches the exact distances required upon the finger-board of a violin, which is defined by habit alone.
In the original manufacture of the iron, the carefully turned grooves, a, b, c, of the rollers, page 187, produce the square figure with great truth and facility; and under the tilt-hammer the two opposite sides are sure to be parallel, from the respective parallelism of the faces of the hammer and anvil; and the-tilters, from constant practice, apply the work with great truth in its second position. So that under ordinary circumstances the prepared materials arc true and square, and the smith has principally to avoid losing that accuracy.
First he must acquire the habit of feeling when the bar lies perfectly flat upon the anvil, by holding it slenderly, leaving it almost to rotate in his grasp, or in fact to place itself. Next, he must cause the hammer to fall flat upon the work; with which view he will neither grasp its handle close against the head of the hammer, nor at the extreme end of the handle, but at that intermediate point where he finds it comfortably to rebound from the anvil, with the least effort of, or jar to his wrist. And the height of the wrist must also be such as not to allow either the front or back edge of the hammer face to strike the work first, which would indent it, but it must fall fair and parallel, and without bruising the work.
* This is only true for works of moderate dimensions: in Urge masses, such as anchors, the soft doughy state of the metal acts as a cushion, and greatly lessens the recoil of the anvil, and on this account such works are presented to the hammer on all four sides. It is also very injudicious in such cases to continue the exterior finish, or battering-off, too long, as this extends the outer case of the metal more than the inner part, and sometimes separates the two. When imperfect forings are broken in the act of being proved, the inner bars are sometimes found to be even welded together, and the outside part is a detached sheath, almost like the rind or bark of a tree. See also Note D, pace 460 of this volume.
Figs. 91.
92.
93.

It would be desirable practice to hammer a bar of cold iron, or still better one of steel, as there would be more leisure for observation; the indentations of the hammer could be easily noticed; and if the work, especially steel, were held too tightly, or without resting fairly on the anvil, it would indicate the error by additional noise and by jarring the wrist: whereas, when hot, the false blows or positions would cause the work to get out of shape, without such monitorial indications.
As to the best form of the hammer, there is much of habit and something of fancy. The ordinary hand-hammer is represented in figs. 91 and 92, but the Sheffield cutlers, and most tool makers, prefer the hammer without a pane, and with the handle quite at the top, the two forming almost a right angle, or from that to about eighty degrees; and sometimes the head is bent like a portion of a circle. Similar but much heavier hand-hammers, occasionally of the weight of twelve or fourteen pounds, are used by the spade-makers for planishing; but the work being thin and cold, the hammer rises almost exclusively by the reaction, and requires little more than guidance. Again, the farriers prefer for some parts of their work, a hammer the head of which is almost a sphere; it has two flat faces, one rounded face for the inside of the shoe, and one very stunted pane at right angles to the handle, used for drawing down the clip in front of the horse-shoe; in fact, nearly a small volume might be written upon all the varieties of hammers.
Continue to:
My Books

