Section II. - The Manufacture Of Cast Iron
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section II. - The Manufacture Of Cast Iron
The ore having been raised, the first process to which it is subjected is called calcining or roasting; the iron-stone or rawmine is intermixed with coal and thrown into heaps, commonly from thirty to sixty feet in length, ten to sixteen feet wide, and about five to ten feet high; the heaps are ignited and allowed to burn themselves out, which takes place in three or four weeks. This calcines the ore, and drives off a portion of the water, sulphur and other volatile matters, after which the ore is said to be torritied; this process is also performed in kilns.
The smelting is generally performed in England and Wales with coke, and therefore another distinct part of the manufac-ture of iron is the preparation of the coke, which like torrifying the ore is also performed upon an enormous scale either in open heaps or in kilns, more generally the former.
The smelting furnace used in South Wales is represented in fig. 75*; its height is about forty-five feet, its diameter at the largest part or boshes, from twelve to eighteen feet, and it terminates at the bottom in the hearth, which is originally a cube of about a yard on every side, but soon becomes of an irregular form from the intensity of the heat.
In mountainous countries such as Wales, the furnace is usually built by the side of a hill, upon the summit of which the cokeand mine are prepared, so that they, along with the due proportion of limestone, may be wheeled in barrows along the bridge represented, into the mouth of the furnace. In level countries, the charge has to be dragged to the filling place up an inclined plane, by means of the steam engine; a full barrow proceeds along the upper surface of the rail, arrived at the top it turns over, discharges its contents into the furnace and returns on the lower side, much the same as the buckets of a dredging machine: there are two such barrows, and from their action they are called tipplers: the most general plan however, and the best, is to fill the furnace by hand, a man being stationed at the top, on the plane provided for the purpose.
The furnace requires in addition to the solid materials, an
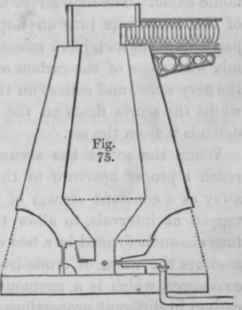
*This wood cut is reduced from fig. 1, plate 6 of Mr. Muahet's "Papers on Iron and Steal the exterior sectional lines are alone copied, to giro a general notion of the form of the internal cavity and the thickness of the walls enormous supply of air, which is driven in by blowing engines of various constructions, either at the ordinary temperature, or in a heated state, and at one, two, or three sides of the cubical hearth through appropriate pipes or tuyeres; the fourth or front side of the hearth, being reserved for the dam stone, over which the cinder or scoria flows in a fluid state, and for the aperture through which the charge of melted iron is removed.
When the charge arrives at the hottest part of the furnace, the carbon of the fuel is considered to unite with the oxygen of the ore, and to escape in the form of carbonic acid gas, and carbonic oxide. The lime serves as a flux to fuse the clay and silex of the iron-stone into an imperfect glass or scoria; and the particles of the metal now released, ooze out from the iron-stones, mix with some of the carbon of the fuel, fall in drops through the fiery mass, and collect on the bed or hearth of the furnace; whilst the scoria floats on the surface of the fluid metal, and defends it from the air.
When the scoria has accumulated in sufficient quantity to reach a proper aperture in the front of the furnace, it flows away as a constant stream of liquid lava; and the furnace is tapped at intervals, to allow the charge of metal to run out into channels formed in a bed of sand for its reception: it now assumes the name of crude-iron, cast-iron, or the pig-iron of commerce, which is a compound more or less pure, of iron and carbon in different proportions.
The choice of the flux depends on the nature of the ore or mine. For argillaceous ores, which are the most common in England, lime is required; and frequently the cinders or slag from the fineries and forge are mixed with the lime. For calcareous ores, like those of the forest of Dean in Gloucestershire, clay is added, in order to establish a similar train of affinities as regards the earthy matters of the ore. One of the main objects being to fuse all the earths into a glass, so fluid as not to detain the globules of metal, from descending through it to the general mass of fluid iron beneath.
When the iron ores are very pure, as the rich haematite ores of Cumberland, clay is introduced into the furnace, but these pure ores are more commonly mixed in small quantities with the poorer of other districts, and are used without being calcined. It is fortunate that in this country nature has generally supplied the three materials, iron-stone, coal, and lime, at the same localities, as otherwise their transport would add materially to the cost of the production of this invaluable metal.*
And Its Products
* It will be correctly supposed that the quality of the iron is jointly dependent, on the nature of the ore, on the due proportion of the mine, coke, and lime, introduced into the furnace, and on their treatment whilst there. The products are commonly distinguished by the names of the localities at which they are made, as Welsh, Staffordshire. Shropshire, Yorkshire, Scotch Iron. etc and likewise by the terms, hot, and cold, blast, and the qualities, 1, 2, and 3. But they may be broadly distinguished, as No. 1, dark-grey, or soft foundry boa. No. 2, light-grey, or stronger foundry iron, and No. 8, or mottled iron, called also white iron or forge pig. The No. 1 contains the largest portion of carbon, is the most fusible, and valuable, the
No. 3 is just the reverse. Nos. 1 and 2 from various districts are mixed in different proportions by the iron-founder, according to the quality required in the castings. No. 3 is used for ship's ballast, and for the manufacture of wrought-iron, to the slight sketch of which I shall almost immediately proceed.
In speaking of the dimension of blast furnaces, Mr. Mushet says at page 272: - " The most advantageous maximum of capacity varies at different works. Those in South Wales are from 15 to 18 feet in diameter at the boshes, or widest place, and half this diameter at the top or filling place. The largest blast furnaces in South Wales - or perhaps in the world - are those at the Plymouth iron works, at Duffryn near Merthyr, 18 feet diameter in the boshes, and 9 or 10 feet at the top or filling place: the height 40 feet. So that their capacity is equal to at least 7000 cubical feet, and when at work, each must contain at least 150 tons of ignited materials for iron smelting.
" There are of these enormous furnaces 3 in number, into which are discharged per minute, at least 20,000 cubic feet of atmospheric air, under a pressure of 1 1/2 lb. to the square inch.
" The furnaces in Staffordshire, Shropshire, and other parts of England, seldom exceed in their widest parts, 13 or 14 feet in diameter and from one-fourth to one-third this diameter at the mouth or filling place.
At page 285 Mr. Mushet states as the result of an experiment continued upon one furnace for 24 hours, that the following was the supply and produce, namely,
,, | 94 | barrows of coke .... | each 330 lb . . . . | total 31,020 lb. |
,, | 94 | barrows of iron-stone . . . | 360 .... | 33,840 |
,, | 94 | barrows of limestone . . | 120 .... | 11,280 |
" Total weight introduced into the furnace . . . | 76,140 lb. | |||
,, | Pig iron obtained........ | 13,680 |
,, | Cinders ditto........... | 29,304 |
42,984 lb. | ||
,, | Proportion of iron to cinder 1 lb to 1 1/10 lb. | |
,, | Iron produced from iron-stone 40 4/10, per cent. | |
,, | Lime-stone included . . | 30 3/10 - |
,, | Iron for each charge . | 143 1/21b." |
But the general yield may be considered from 25 to 80 per cent of the iron alone | ||
Continue to:
My Books

