Section III. - Screw Cutting With The Slide Lathe, Or Spiral Apparatus
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section III. - Screw Cutting With The Slide Lathe, Or Spiral Apparatus
Accurate and long metal and other screws, may be cut either in the slide lathe, or with the spiral apparatus; the details of both arrangements have been described, the manipulation of the two, the tools, and the precautions to be observed, given in this section, are analogous for either. The screw tools employed are made with a series of points, with single points, or as small separate blades fitting into a holder, the stems by which they are clamped in the rest being strong and rectangular in all the varieties. The series of points is usually of less width than that in a corresponding hand screw tool, their shape and vertical angle as before, being cut on a hob made as a portion of a screw of the same thread and pitch they reproduce. This tool is advantageously used for making many copies of one screw, its action being both expeditious and correctional. The actual vertical angle of any one thread however varies with the diameter upon which it is cut, and being more acute upon the smaller, theoretically requires the teeth of the screw tool to have a different inclination for every diameter. No practical inconvenience is felt from this source, in cutting screws with the hand tools with or without the traversing mandrel, the hand permitting the face of the tool to acquire increased inclination, in chasing screws of small diameter. Neither does it present any difficulty with the class of screws cut with the traversing mandrel with the tool in the slide rest; so that with both these methods, the same screw tool may be used upon diameters rather largely differing from that upon which it was cut.
The fixed horizontal position of the tool in the slide rest employed with the spiral apparatus or slide lathe, together the more accurate character of the screw to be produced, more nearly limits the diameters upon which tools cut upon any one hob may be used; and when these are passed, the difference of vertical angle between the points of the screw tool and the thread of the screw produced, is shown by the heel or lower non-cutting portion of the points, rubbing against and deteriorating the thread cut by their upper edges. The thread of the screw being also now determined by the apparatus, the guidance of the numerous points is no longer essential, and these may be exchanged for tools with single points, figs. 604. 607. Vol. II., filed to different vertical angles, to agree with the rates of various threads and diameters. The single point tool, is indeed constantly necessary for many threads by reason of their great vertical angle or rake, and its cutting edge may be angular or square for cutting either shaped thread.
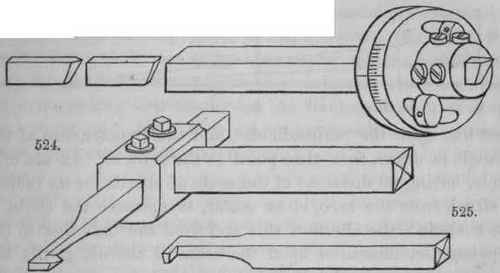
A series of single point tools, is conveniently replaced by the Cutter bar for external threads, contrived by the late Charles Holtzapffel, fig. 523 ; in which the separate angular or square blades of different facial widths and angles, are held by screws, bearing against their sides and upper faces, in a front socket. This is attached to the back and stem of the cutter bar upon a central circular fitting, by two bolts in circular mortises, and moves round to place the tool to the vertical angle. The blades themselves are widest on the face, their sides being slightly taper in the direction of their depth, so that the side of the tool may be just free of the side of the groove it cuts; the necessity for the taper, increasing with the obliquity of the thread.
Fig. 521. 522. 523.
For rough purposes, and for turning ornamental spirals with a revolving cutter, the inclination of the tool to the vertical angle required by the pitch and diameter of the screw, may be sufficiently approximated either by allowing the point of the tool to trace a scratch, or by striking a line upon the work with a pencil held in the tool carriage, and then setting the tool by the eye to the inclination thus indicated. In cutting screws however that are required to have any degree of accuracy, more especially in metal, the exact inclination of the tool is absolutely essential. It may be calculated by the formula offered in the foot note, page 657, Vol. II., or the angle may be obtained with sufficient correctness and perhaps more facility, by drawing and measuring the right angled triangle geometrically.
A perpendicular, a, is drawn to the base line A. B. fig. 526, at a distance from the zero, o, equal to the circumference of the proposed screw. The intended pitch is set off from the base line upon the perpendicular, and the hypoteneuse of the triangle is drawn from that point to the zero, o. An arc of a circle, having 60 divisions of the scale of chords for its radius, is struck from the zero, o, as center, to measure the angle of the triangle; the chord of this arc, from the base line to the hypoteneuse, measured upon the scale of chords, giving the a inclination required by the tool. Thus, for a screw of one inch diameter and of ten threads to the inch, the distance a, o, equals its circumference ; the pitch, one tenth of an inch, is set off from the base line on the perpendicular, a, and the triangle completed. The angle, measured upon the arc drawn, and the measure transferred by the dividers to the scale of chords, gives two and a quarter divisions of the scale, from its zero, or 2¼°, as the inclination for the tool. A screw of the same pitch, but of half inch diameter, would be represented by the distance b, o, equal to its circumference. One tenth of an inch, the pitch, is set off on the perpendicular, b, and the triangle completed; but in this case, the hypoteneuse requires extending to the arc, for the measurement of the angle, which measured on the scale of chords, gives 4½°, for the inclination of the tool. Every division of the scale of chords indicates one degree, but the distance between two of its divisions is readily estimated to one fourth, in reading the measure with the dividers; giving 3¼°. 3½°. 33/4°. 4°. or otherwise. The limit of angle of the tool for ordinary screws, usually lies between 2° and 4° for angular threads, and double these angles for square threads.*
Continue to:
My Books

