Section IV. - Moulding Cored Works
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section IV. - Moulding Cored Works
IF the objects to be cast require to be so moulded that when they leave the sand they may contain one or several holes, they are said to be corded, and in cases a variety of methods are practised for introducing internal moulds or cores, which shall intercept the flow of the metal, and prevent it from forming one solid mass at those respective parts. For example, the pins inserted la the pewterers' moulds, figs. 146 and 149, pages 321 and 322, for producing the holes in the joints, are essentially cores. Various other methods are pursued, the three most usual of which arc represented in figs. 162, 163, and 164; the upper figures show the exact sections of the three models or casting patterns; the lower figure represents the two halves of the mould, which are respectively shaded with perpendicular and horizontal lines, the cores are shaded obliquely; and the white open spaces show the hollows to be occupied by the metal when it is poured in.
First. Many works are said to deliver their own cores; of such kind is fig. 162, in which the cavity extends through the model, and exactly represents that which is required in the casting; the hole is either made quite parallel, or a little larger one side than the other, and gradually taper between the two. In some cases, when the hole is sufficiently taper, it delivers its own core as a continuation of the general mass of sand filling the one side of the flask; but in many or most cases, the space in the model is rammed full of strong sand at first, and it is then moulded as if to produce a plain solid casting. Before the mould is finally closed for pouring, the sand core is pushed carefully out of the pattern, and inserted in the mould; to denote its precise position, one side of the core is scored with one or two deep marks in the first instance, which cause similar ridges or guides in the mould.
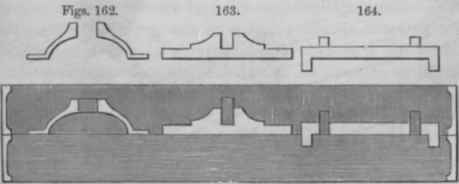
Secondly. When the hole extends only part way through, the hole of the pattern, fig. 163, is fitted with a solid plug, sawn and filed out of soft unburnt brick, principally sand, (or the common Flanders brick,) the core is made long enough to project about as much as its own diameter, and the work is moulded as if to be cast with a solid pin instead of a hole. The last step is to extract the filed core, and to insert it into the hollow formed by itself in the flask.
Thirdly. The patterns for iron work and some others are mostly made with prints instead of holes, as in fig. 164, that is, the patternmaker places square or round pieces on one or both sides of the pattern, where the square or round holes are respectively required; and the founder has moulds for forming cores of corresponding diameters or sections, and in lengths of about two to twelve inches; short pieces of which are cut off as may be required.
For example, some core-boxes are made like fig. 165, for cylindrical cores; these divide through the axis, and are kept in position by piny; at the time when they are rammed they are fixed together by wood or iron staples, embracing three sides of the mould, or else by screw clamps. For straight cores, say one inch wide, twelve inches long, and half-inch thick, the pieces of wood, fig. 166, are also one inch thick, with an opening between them of twelve inches long and half-inch wide. This core-box is laid on a flat board; it is also held together with clamps, but without pins in the core-box, as the projection at the one end gives the position, it is rammed flush with both sides, and the two parts can be then separated obliquely. If it is preferred to make the cores to the precise lengths instead of cutting them off, this core-box admits of contraction in length, in the manner of the type mould, fig. 155, p. 823, and by placing thin slips between the two halves it may be temporality increased in width, hut not in thickness. Fig. 167, is a similar core-box for a casting with circular mortises; this requires either pins or projections at each end, as it cannot be opened obliquely. Core boxes are sometimes made of plaster of Paris, wood is much better, and metal the best of all.

Many works require core-boxes to be made expressly for them; thus the dotted line in fig. 165 shows an enlargement in the center for coring a hole of that particular section. Figs. 168 and 169, represent the two halves of a brass or lead core-box suitable to the stop-cock, fig. 170; and fig. 171 shows the core itself after its removal from the part 169, in which it is also figured. In 170, the model from which the object is moulded, the shaded parts represent the projections, or core-prints, which imprint within the mould the places where the extremities of the core, fig. 171, are supported when placed therein, The various kinds of core-boxes are rammed full of new sand, sometimes with extra loam, the long cores are strengthened by wires; they are carefully removed from the boxes and thoroughly dried before use, in the oven prepared for the purpose.*
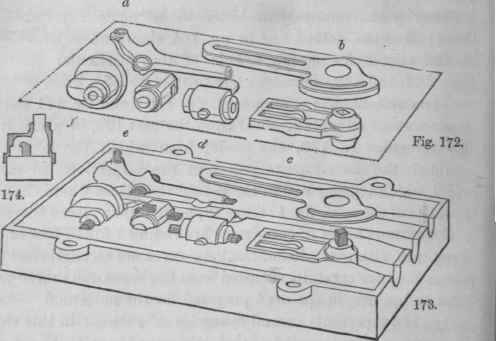
Fig. 172 represents several examples of coring: in this view the works are represented of their ultimate forms, that is, with the holes in them; in fig, 173, the models are arranged in the flasks, with the runners all prepared, the prints of the cores being in every case shaded for distinction. Thus a is the stopcock, of which explanation has been already given; b, has a straight and a circular mortise; this pattern delivers its own core, in the manner referred to in fig. 162 , as the model is made with mortises like the finished work: c, only requires a perpendicular square core; d, a round core parallel with the face of the flask, and in this manner all tubes and sockets arc cast, whether of uniform or irregular bore, see fig. 165; e, has two rectangular cores crossing each other at right angles; and f, is the cap of a double-acting pump, the core for which is shown in section by the white part of fig. 174, the shaded portions being the metal: the great aperture leads to the piston, the two smaller are for valves opening inwards and outwards; this of course requires a metal core-box capable of division in two parts, and made exactly to the particular form.
*Others prefer sand, horse-dung, and a very little loam, for making cores; these are dried, and then well burned, for which purpose they are put into an empty crucible within the fire, the last thing at night, and allowed to remain until the morning. This consumes the small particles of straw, and renders them more porous, in consequence of which the works become sounder from the free escape of air. the necessity of which was adverted to in the earlier part of this subject, and cannot be too much insisted upon.
In addition to the cores used for making holes and mortises, much ingenious contrivance is displayed in the cores employed for other works of every-day occurrence, the undercut parts of which would retain them in the sand but for the employment of these and analogous contrivances. It will be now readily understood that if, in the fig. 141, p. 319, the parts shaded obliquely were separate, there would be no difficulty in removing first the upper half of the flask, then the false cores, after which the patterns would be quite free.* By such a method, however, the circular edge of a sheave would require at least three such pieces, but fig. 175 shows a different way of accomplishing the same thing, when the pattern is made in two parts in the manner represented.
* The term false core is employed by the brass founder to express the same thing as the drawback of the iron founder. The former calls every loose piece of the mould not intended for holes, a false core.
The entire model is first knocked into the side A, the sand is cut away to the inner margin of the pattern which terminates upon the dotted line a, and the side A, of the mould is then well dusted; a layer of sand is now thrown on, and rammed tolerably firm to form an annular core, which is made exactly level with the inner margin b of the pattern, and the core is well dusted; lastly, the side 13 is put on and rammed as usual.
To extract the model, the side B is first lifted, the half pattern, b, b, (which is shaded,) is removed, and the ingate is cut in the side B, to the edge of the pulley, the mould is well dusted with flour and replaced.
Fig. 175.

The entire mould is now turned over, A is first removed, then the remaining half pattern a, a, which must be touched very tenderly or it will break down the core; and the runner, (which divides in two branches around the core,) is also scooped out in the side A, which is dusted with flour and replaced, ready for pouring. Common patterns not requiring cores are frequently divided into two parts in the above manner, so that when the mould is opened the pattern may divide and remain half in each side; this lessens the risk of breaking down the mould and the sattendant trouble of afterwards repairing it.
Continue to:
My Books

