Brewing Operations
Description
This section is from "The Encyclopaedia Britannica". Also available from Amazon: Great Books of the Western World (60 Volumes).
Brewing Operations
The general scheme of operations in an English brewery will be readily understood if reference be made to fig. 1, which represents an 8-quarter brewery on the gravitation system, the principle of which is that all materials to be employed are pumped or hoisted to the highest point required, to start with, and that subsequently no further pumping or hoisting is required, the materials (in the shape of water, malt, wort or hops, etc.) being conveyed from one point to another by the force of gravity.
The malt, which is hoisted to the top floor, after cleaning and grading is conveyed to the Malt Mill, where it is crushed. Thence the ground malt, or "grist" as it is now called, passes to the Grist Hopper, and from the latter to the Mashing Machine, in which it is intimately mixed with hot water from the Hot Liquor Vessel. From the mashing machine the mixed grist and "liquor" pass to the Mash-Tun, where the starch of the malt is rendered soluble. From the mash-tun the clear wort passes to the Copper, where it is boiled with hops. From the copper the boiled wort passes to the Hop Back, where the insoluble hop constituents are separated from the wort. From the hop back the wort passes to the Cooler, from the latter to the Refrigerator, thence (for the purpose of enabling the revenue officers to assess the duty) to the Collecting Vessel,[4] and finally to the Fermenting Vessels, in which the wort is transformed into "green" beer. The latter is then cleansed, and finally racked and stored.
It will be seen from the above that brewing consists of seven distinct main processes, which may be classed as follows: (1) Grinding; (2) Mashing; (3) Boiling; (4) Cooling; (5) Fermenting; (6) Cleansing; (7) Racking and Storing.
Grinding
In most modern breweries the malt passes, on its way from the bins to the mill, through a cleaning and grading apparatus, and then through an automatic measuring machine. The mills, which exist in a variety of designs, are of the smooth roller type, and are so arranged that the malt is crushed rather than ground. If the malt is ground too fine, difficulties arise in regard to efficient drainage in the mash-tun and subsequent clarification. On the other hand, if the crushing is too coarse the subsequent extraction of soluble matter in the mash-tun is incomplete, and an inadequate yield results.
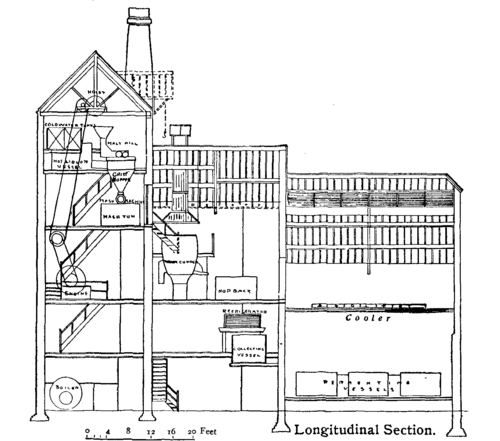 Fig. 1. - An 8-quarter Brewery (Messrs. L. Lumley & Co., Ltd.).
Fig. 1. - An 8-quarter Brewery (Messrs. L. Lumley & Co., Ltd.).
 Fig. 2. - Mash-tun with mashing machine.
Fig. 2. - Mash-tun with mashing machine.
Mashing is a process which consists mainly in extracting, by means of water at an adequate temperature, the soluble matters pre-existent in the malt, and in converting the insoluble starch and a great part of the insoluble nitrogenous compounds into soluble and partly fermentable products. Mashing is, without a doubt, the most important of the brewing processes, for it is largely in the mash-tun that the character of the beer to be brewed is determined. In modern practice the malt and the mashing "liquor" (i.e. water) are introduced into the mash-tun simultaneously, by means of the mashing machine (fig. 2, A). This is generally a cylindrical metal vessel, commanding the mash-tun and provided with a central shaft and screw. The grist (as the crushed malt is called) enters the mashing machine from the grist case above, and the liquor is introduced at the back. The screw is rotated rapidly, and so a thorough mixture of the grist and liquor takes place as they travel along the mashing machine. The mash-tun (fig. 2) is a large metal or wooden vessel, fitted with a false bottom composed of plates perforated with numerous small holes or slits (C). This arrangement is necessary in order to obtain a proper separation of the "wort" (as the liquid portion of the finished mash is called) from the spent grains.
The mash-tun is also provided with a stirring apparatus (the rakes) so that the grist and liquor may be intimately mixed (D), and an automatic sprinkler, the sparger (fig. 2, B, and fig. 3), which is employed in order to wash out the wort remaining in the grains. The sparger consists of a number of hollow arms radiating from a common centre and pierced by a number of small perforations. The common central vessel from which the sparge-arms radiate is mounted in such a manner that it rotates automatically when a stream of water is admitted, so that a constant fine spray covers the whole tun when the sparger is in operation. There are also pipes for admitting "liquor" to the bottom of the tun, and for carrying the wort from the latter to the "underback" or "copper."
The grist and liquor having been introduced into the tun (either by means of the mashing machine or separately), the rakes are set going, so that the mash may become thoroughly homogeneous, and after a short time the rakes are stopped and the mash allowed to rest, usually for a period of about two hours. After this, "taps are set" - i.e. communication is established between the mash-tun and the vessel into which the wort runs - and the sparger is started. In this manner the whole of the wort or extract is separated from the grains. The quantity of water employed is, in all, from two to three barrels to the quarter (336 lb) of malt.
In considering the process of mashing, one might almost say the process of brewing, it is essential to remember that the type and quality of the beer to be produced (see Malt) depends almost entirely (a) on the kind of malt employed, and (b) on the mashing temperature. In other words, quality may be controlled on the kiln or in the mash-tun, or both. Viewed in this light, the following theoretical methods for preparing different types of beer are possible: - (1) high kiln heats and high mashing temperatures; (2) high kiln heats and low mashing temperatures; (3) low kiln heats and high mashing temperatures; and (4) low kiln heats and low mashing temperatures. In practice all these combinations, together with many intermediate ones, are met with, and it is not too much to say that the whole science of modern brewing is based upon them. It is plain, then, that the mashing temperature will depend on the kind of beer that is to be produced, and on the kind of malt employed. For stouts and black beers generally, a mashing temperature of 148° to 150° F. is most usual; for pale or stock ales, 150° to 154° F.; and for mild running beers, 154° to 149° F. The range of temperatures employed in brewing English beers is a very limited one as compared with foreign mashing methods, and does not range further, practically speaking, than from 140° to 160° F. The effect of higher temperatures is chiefly to cripple the enzyme or "ferment" diastase, which, as already said, is the agent which converts the insoluble starch into soluble dextrin, sugar and intermediate products.
The higher the mashing temperature, the more the diastase will be crippled in its action, and the more dextrinous (non-fermentable) matter as compared with maltose (fermentable sugar) will be formed. A pale or stock ale, which is a type of beer that must be "dry" and that will keep, requires to contain a relatively high proportion of dextrin and little maltose, and, in its preparation, therefore, a high mashing temperature will be employed. On the other hand, a mild running ale, which is a full, sweet beer, intended for rapid consumption, will be obtained by means of low mashing temperatures, which produce relatively little dextrin, but a good deal of maltose, i.e. sweet and readily fermentable matter.
 Fig. 3. - Sparger.
Fig. 3. - Sparger.
Diastase is not the only enzyme present in malt. There is also a ferment which renders a part of the nitrogenous matter soluble. This again is affected by temperature in much the same way as diastase. Low heats tend to produce much non-coagulable nitrogenous matter, which is undesirable in a stock beer, as it tends to produce fret and side fermentations. With regard to the kind of malt and other materials employed in producing various types of beer, pale ales are made either from pale malt (generally a mixture of English and fine foreign, such as Smyrna, California) only, or from pale malt and a little flaked maize, rice, invert sugar or glucose. Running beers (mild ale) are made from a mixture of pale and amber malts, sugar and flaked goods; stout, from a mixture of pale, amber and roasted (black) malts only, or with the addition of a little sugar or flaked maize.
When raw grain is employed, the process of mashing is slightly modified. The maize, rice or other grain is usually gelatinized in a vessel (called a converter or cooker) entirely separated from the mash-tun, by means of steam at a relatively high temperature, mostly with, but occasionally without, the addition of some malt meal. After about half an hour the gelatinized mass is mixed with the main mash, and this takes place shortly before taps are set. This is possible inasmuch as the starch, being already in a highly disintegrated condition, is very rapidly converted. By working on the limited-decoction system (see below), it is possible to make use of a fair percentage of raw grain in the mash-tun proper, thus doing away with the "converter" entirely.
Continue to:
My Books

