Casting In Loam
Description
This section is from the book "Notes On Building Construction", by Henry Fidler. Also available from Amazon: Notes on building construction.
Casting In Loam
Large pipes and cylinders are cast in a somewhat different way.
A hollow vertical core of somewhat less diameter than the interior of the proposed cylinder is formed either in metal or brickwork.
The outer surface of this is plastered with a thick coating of loam (which we may call A), smoothed and scraped to the exact internal diameter of the cylinder (by means of a rotating vertical template of wood), and covered with "parting mixture." Over this is spread a layer of loam (B) thicker than the proposed casting, the outer surface of B is struck with the template to the form of the exterior of the proposed casting, and dusted with parting mixture.
1 Humber.
This surface is then covered with a third thick covering of loam (C) backed up with brickwork, forming a cope built upon a ring resting on the floor, so that it can be removed.
The outer brick cope, with C attached to it, is then temporarily lifted away upon the ring. The coating (B) is cleared out, and the cope is replaced so that the distance between its inner surface and the outer surface of A is equal to the thickness of the casting.
The metal is then run in between C and A. When cool C and A can be broken up, and the casting extracted.
The core, etc., have to be well dried in ovens before the metal is run. B is often dispensed with, and the inner surface of C struck with the template. Form of Castings. - The shape given to castings should be very carefully considered.
All changes of form should be gradual. Sharp corners or angles are a source of weakness. This is attributed to the manner in which the crystals composing the iron arrange themselves in cooling. They place themselves at right angles to the surfaces forming the corner, so that between the two sets of crystals there is a diagonal line of weakness. All angles, therefore, both external and internal, should be rounded off.
There should be no great or abrupt differences in the bulk of the adjacent parts of the same casting, or the smaller portions will cool and contract more quickly than the larger parts.
When the different parts of the casting cool at different times, each acts upon the other. The parts which cool first resist the contraction of the others, while those which contract last compress the portions already cool.
Thus the casting is under stress before it is called upon to bear any load.
The amount of this stress cannot be calculated, and it is therefore a source of danger in using the casting.
In some cases it is so great as to fracture the casting before it is loaded at all.
Thus in cast-iron girders whose section has been improperly designed, as shown in Fig. 111, the web being very thin would cool and contract first. The subsequent contraction of the thick flanges would be resisted by the already cold and rigid web. The flanges would therefore be kept by the web in a state of tension, and the web would be kept in a state of compression, the amount of which is unknown; moreover, the sharp angles between the flanges and the web would also be a source of weakness.
When the girder is properly designed, as in Fig. 112, the change of thickness is gradual, and the unequal contraction does not occur. (See Part I. p. 168.')

Fig. 111.

Fig. 112.
In a cast-iron girder of ornamental character such as that in Fig. 113, with an open web and moderately thin flanges, the flanges and verticals contract first, then the subsequent contraction of the diagonals brings them into tension, and they are very liable to break across, being resisted by the outer flanges.
On the other hand, if the diagonals contract first, they prevent the flanges from contracting, and cause a rupture in them by throwing them into tension.
The internal stress, produced by unequal cooling in the different parts of a casting, sometimes causes it to break up spontaneously several days after it has been run.
A case is mentioned by Mr. Anderson,1 which actually occurred in practice.
The casting was of the form shown in Fig. 114. It was duly delivered by the maker without any apparent flaw, but after lying by for a day or two it suddenly split through the middle to within a few inches of the outer edges. On inquiry, it was found that the cooling of the mass had been hastened. The outer edges cooled first; the thicker inner portion remained hot and prevented the outer edges from contracting, so they became stretched. When the interior became cooled it attempted to contract, but the outer edges being rigid cracked in the attempt.
Castings should be covered up and allowed to cool as slowly as possible; they should remain in the sand until cool If they are removed from the moulds in a red-hot state, the metal is liable to injury from too rapid and irregular cooling.
The unequal cooling and consequent injury caused by great and sudden differences in the thickness of parts of a casting, are sometimes avoided by uncovering the thick parts so that they may cool more quickly, or by cooling them with water.
It is generally thought that molten cast iron expands slightly just at the moment when it becomes solid, which causes it to force itself tightly into all the corners of the mould, and take a sharp impression.
As molten iron cools down it shrinks about -fa in all its dimensions; the patterns must therefore be made proportionately larger.
The exact amount of contraction depends, however, upon the size and thickness of the casting, and upon the quality of the iron. The amount of contraction differs considerably in other metals, and the patterns should vary in size accordingly (see p. 355).
The patterns should also be slightly bevelled (about 1/8 inch to the foot), so that they may be easily drawn out of the sand.
Superior castings should never be run direct from the furnace. The iron should be remelted in a cupola. This is called the second melting, and is generally prescribed in specifications. It greatly improves the iron, and gives an opportunity for mixing different descriptions which improve one another.
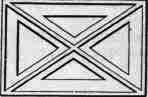
Fig. 113.

Fig. 114.
1 Proceedings Society of Arts.
Castings required, to be turned or bored, and found to be too hard, are softened by being heated for several hours in sand, or in a mixture of coal dust and bone ash, and then allowed to cool slowly.
Continue to:
My Books

