Structural Drafting. Part II. Detailing Methods
Description
This section is from the book "Cyclopedia Of Architecture, Carpentry, And Building", by James C. et al. Also available from Amazon: Cyclopedia Of Architecture, Carpentry And Building.
Structural Drafting. Part II. Detailing Methods
Detailing of Angles. The line upon which the rivets are spaced is the gauge line. The standard gauges given in Table VII should not be departed from unless instructions are given otherwise or unless it is impossible to make the detail without doing so, in which cases a "special" gauge is used. In deciding upon a special gauge care must be taken to see that the gauge line is not less than the standard edge and clearance distances for the rivet used. In Fig. 51 is shown the minimum values of these distances.
In some cases, as in the flange of plate girders, the rivet spacing is determinate, but in the majority of cases this is not so. In the former case the spacing between certain limits should be made equal to that at the lower limit. It is unwise and not economical to change the spacing every few feet. When the spacing is not determined, the rivets may be placed as desired, the only limitations being (1) that they can be driven, and (2) that they do not take out too much section, providing that the angle is in tension. Of course the limitations as to maximum and minimum spacings apply here, the spacing, being used from 3 inches to 4 or 4 1/2 inches for 3/4-inch or 1-inch rivets, the lower limit being used if possible in order to keep down the size of the connection plates It is economical to make all the spaces equal. The spacing may be governed by the desire to have the connection plate symmetrical. The distance from the end of the angle to the first rivet is usually 1 1/2 inches for 7/8-inch rivets, but 2 inches is sometimes, though seldom, used. In case two angles are used as tension members, they may be riveted together at distances not greater than 12 to 18 inches.
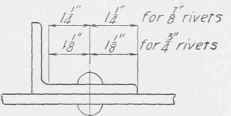
Fig. 51. Minimum Clearance Distances in Angle Detailing.
Copyright, 1912, by American School of Correspondence.
The gauge line in single gauge angles is used as the working line, and passes through the working points. In the case of a double-gauge line, the inner gauge line should be used as the line of reference since by so doing the stresses in the angle will be less than if the reference line was taken midway between the two lines.
Angles in either tension or compression should be connected by both legs, otherwise the stresses due to eccentricity will cause the total stresses to be far above the average stress, as a usual case 100 per cent. This should be done by a "clip" angle, and as many rivets should go from the angle into the clip as go from the clip into the connection plate. As a usual thing it is not necessary to detail the vertical leg of the clip, as the shopmen will attend to it; only show the heads of the rivets. Figs. 50 and 52 illustrate the principles mentioned above.
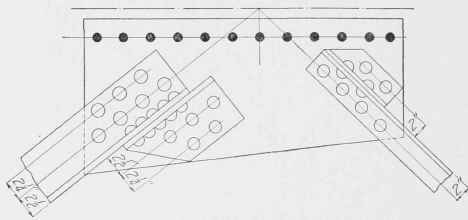
Fig. 52. Angle Detailing - Vertical Leg Not Shown.
The gauge should always be placed on the angle whether it is standard or special, but do not give the distances from the gauge to the edge of the leg.
In detailing diagonals, the end distances to the working points should be so chosen that the length of the angle will end in an eighth of an inch. If anything, make the angle a little short center to center of end holes to accomplish this. The member can easily be drawn up in place by the moderate use of drift pins, this making it taut when riveted up in place.
Detailing of Plates. The governing features of the detailing of plates are: (1) To keep the plate as small as can consistently be done; (2) to cut it as few times as possible in getting it into the final shape; (3) to have it symmetrical if possible; (4) to keep it an even number of inches in width; (5) to make it thick enough so that the number of rivets will be small and, therefore, the plate also; and (6) to detail it so that the rivet centers may be determined quickly and with certainty.
The plate is kept as small as possible for economical reasons, and for the same reason it should be cut as few times as possible, two cuts being the maximum and the desired number. It is usually more economical to leave the material on the plate than to trim it up. Therefore, it is important that the rivet spacing be so arranged that this can be done. In such cases the company is not only saved the labor of trimming the plate into some irregular shape, but it gets paid for the extra weight left on. Fig. 53a illustrates a plate poorly detailed and Fig. 53b, one well detailed. In the latter the plate, although somewhat larger, is of rectangular shape, and most engineers would prefer it to the other.

Fig. 53. Methods of Detailing Angles, (a) Poor Detailing, (b) Good Detailing.
It is not always possible to have a plate symmetrical. When a plate is symmetrical, the templet work, and, therefore, the cost, is much reduced. If they cannot be made symmetrical, the next best thing is to have as many as possible alike or of the same width. With a little thought along these lines a draftsman can save his week's wages for his company many a day.
For economy's sake the plate should be in an even number of inches in width. Plates are not rolled in fractions of an inch except below 6 inches. If a plate is so detailed as to require a fraction of an inch in width, the next wider plate must be ordered and cut down to the required size, thus causing expense due to metal wasted and to labor required to get it cut to size. The length may be any dimension, but it is best to have it in even eighths of an inch, thus 2'-8 1/2" or 3'-5 7/8 ", etc. As mentioned before, the width of the plate must be stated in inches, not feet and inches. A plate is noted thus 1-P1. 18"X3/8"X2'-5 1/8" or 1-P1. 25"X3/8"X3'-8 1/4".
Continue to:
My Books

