Structural Drafting. Part II. Detailing Methods. Part 2
Description
This section is from the book "Cyclopedia Of Architecture, Carpentry, And Building", by James C. et al. Also available from Amazon: Cyclopedia Of Architecture, Carpentry And Building.
Structural Drafting. Part II. Detailing Methods. Part 2
If the stress in a member is great, the number of rivets will necessarily be large. In such cases the thickness of the plate may be made thicker than 3/8 inch in railroad, or 5/16 inch in highway or building work, and the member so arranged as to bring the rivets in double shear. Unless the rivets can be brought in double shear it is unnecessary to increase the thickness of the plate, for shear governs in case of a 3/8-inch plate, and in case of a 5/16-inch plate the change to a 3/8-inch plate does not reduce the number of rivets sufficiently to warrant it.
A plate must also be of sufficient section to transmit the stress from one member to the other. Since the area between the rivets is greater than that bearing upon the rivet, this is automatically attended to. In the case of shear along planes between members a different condition obtains. Here the computations are more or less involved, but the draftsman need not consider this phase of the design since in such cases the experienced designer will design the plate and it will come to him with the correct thickness marked upon it.
The rectangular detailing of plates is, of course, simple. The rivets are, except in such cases as in the webs of plate girders, spaced after the manner of the spacing in angles, the same conditions governing. The lines on which the rivets are placed are in such cases parallel to one of the sides of the plate and the spacing is readily laid off.
When a diagonal row of rivets is on a plate, it may be detailed in two ways: (1) By rectangular co-ordinates; and (2) by spacing along a line located by a bevel. Only in exceptional cases is the first method, shown in Fig. 54a, to be used.
The better way, and indeed it might be said the standard way, is shown in Fig. f)4b. This way is easier for all concerned, and, in case of diagonals, lends itself especially well, since the distance between working points of the plates at the ends can be computed, and the rivet spacing being measured along this line gives the distance between the last holes on the plates by simple subtraction.
A plate should be detailed from one edge (the working edge) and the working point. The various distances to the rivet holes are measured from these places of reference. The distance from the last rivet hole to the far or side edges is not given. The plate of course being originally laid out to a large scale - a layout - care is taken that if the distances measured out from the working edge or point are used, the last rivet will not come closer to or farther from the far side of the plate than is allowed by specifications. In the case of the 7/8-inch rivet, these limits are 11/2 inches for the smaller and 2 inches for the greater. Specifications govern this distance by making it a function of the thickness of the plate or of the diameter of the rivet; one specification requires 2 diameters of the rivet for the least and 8 times the thickness of the plate for the maximum, but not to exceed 6 inches. As a usual thing, engineers desire the distance to be 1 1/2 inches for 7/8-inch rivets, both limits being the same, and 1 1/4 inches for 3/4-inch rivets.

Fig. 54. Methods of Detailing Diagonal Row of Rivets, (a) Poor, (b) Good, (r) Example Where Working Point is Not on the Plate.
The working point may or may not be on the plate. In many cases it is not. However, the distances must be measured from the working point. A familiar example of this is seen in the connection plates of the lateral systems of plate girders, see Fig. 54c.
In indicating the bevel, two methods are used. One is to state the actual rectangular dimensions, and the other is to reduce them so that the larger is 12 inches and the other a proportional part. For example, in Fig. 55 are given four working points and the lines connecting them. The plates are shown in outline. The bevel may be represented by the full dimensions or by taking the longest side as 12 inches and the other as 9.41 inches, or 9 7/16 inches, since it is unnecessary to get the bevel closer than the nearest sixteenth. The value 9.41 is computed as follows:
Y/12=6'-6"/8'3 1/2"
Y = 9.41"
The method of indicating the bevel in feet and inches is much used, but indicating it in inches is preferable, since it is suitable to bench work. With the foot-and-inch method the floor of the templet shop has to be used in order to lay it out. The smaller values are advised for all work which can be worked on a bench.
The number of rivets required in the connection plate in any direction must be sufficient to withstand the component of the main member attached to the plate. This can be easily determined by projecting the number of rivets in the diagonal against the line where the required number is to be placed. For example, let it be required to determine the number of rivets in the top of the plate in Fig. 56a, there being as shown 4 rivets in one diagonal and 3 in the other. Draw a diagram, as Fig. 56b, making 0-l and 0-2 the same in slant as the diagonals above in 56a. Now with any scale whatsoever lay off four divisions from 0 towards 1 and three divisions from 0 towards 2 and project a line up from the last division mark to the horizontal line. Now measure o-a and o-b to the same scale which was used to lay off the divisions on the diagonal lines. There results 3.1 and 2.3 which means that 3.1 rivets are required for S1 and 2.3 for S2, or a total of 5.4 or 6 rivets for both.
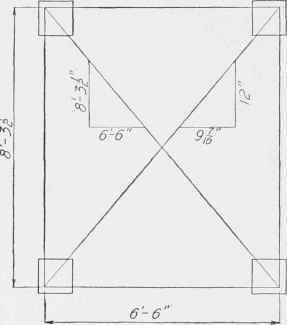
Fig. 55. Method of Indicating the Bevel.
It may be that the problem is as is shown in Fig. 5Gc. In this case the method of procedure is similar. Here, after drawing o-l to the same slant as the member above, seven spaces to any scale are laid off and the projection made to the top and side. The results show that 6 rivets are required at the top and 3.2, or 4, are required at the side.
Continue to:
My Books

