Raising
Description
This section is from the book "Art Metalwork With Inexpensive Equipment", by Arthur F. Payne. Also available from Amazon: Art Metalwork with Inexpensive Equipment.
Raising
The progressive steps for-the "raising" of the lantern-top are shown in Fig. 48. No. 1 is the flat piece of metal cut 1/2" larger than the finished top. No. 2 is the way it should look after beating it over the edge of the block with the neck hammer. It is probable that the edge will at this time bend slightly out of shape; if it does, place the top on a flat piece of wood and flatten the edge with the wooden mallet. To proceed to No. 3, draw pencil lines from corner to corner on the inside of the bottom of No. 2, intersecting at the center. Procure a block of hard wood (maple is best, but oak will do) 3" square and 1" long, and with a gouge cut a depression in one end about 1/2" deep. Fasten the block in the vise, hold the lantern-top over the depression, and with the neck hammer beat the metal along the pencil lines, hammering a little harder in the center where the lines intersect, being careful to hammer only on the pencil lines. This will make the top look like No. 3. Care must be taken during this process to keep the lines square and straight. If it is desired to raise the lantern-top to a high, sharp peak, it will be necessary to raise it part way and then "anneal" it by the process described in chapter XI (Annealing, Riveting, Seaming).
68ee Fig. 30, p. 87.
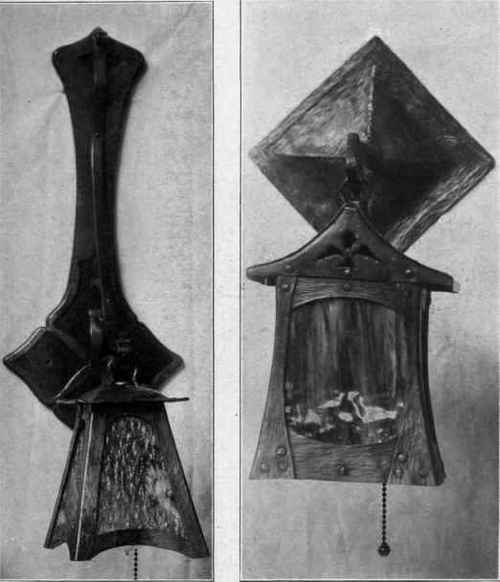
Fig. 5O Lanterns. Fig. 51
After the top has been made like No. 3 it will be found that the sides have been drawn in by the hammering, as shown in the sketch marked A, Fig. 48. It will, of course, be necessary to straighten the sides by cutting with the shears, and then we may proceed to lap the edges as shown in Nos. 4, 5, 6, and 7, altho it is not always necessary to carry this process thru Nos. 5, 6, and 7. If we turn the edges down as in No. 4 it will be satisfactory in most cases. Some of the lanterns shown in the photographs were finished like No. 4, but if it is desired to carry the lapping process thru to No. 7, the process is exactly like that described for the book-ends in Chapter IX (Etching, Straight Bending, Lapping).
After the top is raised to the desired height and the edge finished, it will be necessary to hammer it all over with one of the hammers on either the No. 157 lapping-stake or the 153 H smooth-ing-stake.7 This final hammering, besides offering an opportunity to square and true the work, stiffens and hardens the metal, and covers the surface with hammer marks which add greatly to the charm of the finished piece of work if it is carefully done. This process is known among professional metalworkers as "planishing," and the process of beating and hammering the flat metal into shape is known as "raising."

Fig. 52 Metal and glass lanterns.
These terms will be used hereafter in this series to distinguish one process from the other.
Continue to:
My Books

