Drills For Deep Holes
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Drills For Deep Holes
A good drill for use in drilling deep holes, in such work as gun barrels, machine spindles, and similar pieces, is shown in Fig. 42. This tool was brought out by the Pratt and Whitney Company, of Hartford, Connecticut, and is used in connection with their gun-barrel drilling machines. It is especially valuable because it produces a straight, true hole. It has but one cutting lip as will be noticed by referring to the end view of the tool. In milling the groove that forms the cutting edge, the surface b, is exactly on the center. An oil groove c is provided, as shown, through which oil may be forced to the cutting edge by means of a powerful pump. The oil is under pressure varying, according to the diameter of the drill, from 150 to 200 pounds per square inch. After lubricating the cutting edge it carries the chips back through the chip groove and deposits them outside of the drilled hole. For drilling very large holes the cutting edge of the drill is usually made with a series of step-like cuts, as shown in Fig. 43, which break the chips so that they can be carried back through the chip groove.
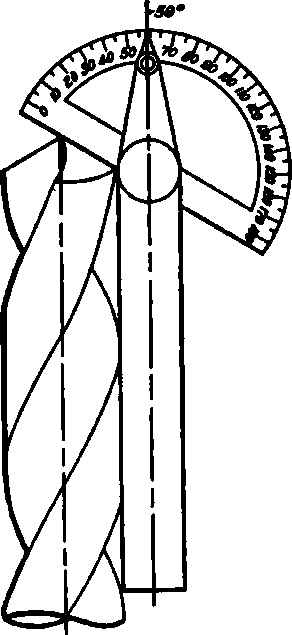
Fig. 40. Checking the Proper Angle for Twist Drill.
In sharpening the drill, the point is not produced in the center, but at one side, as shown; this is one of the reasons for the drill's cutting true, as the projection A in work acts as a support. When using this style of drill it is customary to run at high speed and employ a fine feed.
Because of the position of the point it is necessary to run the drill, when starting, through a bushing, or V-guide, as otherwise it would not be possible to produce a hole concentric with the circumference.
Fig. 42. Special Drill for Drilling Deep Holes.
Fig. 43. Form of Drill for Very Large Holes.
Use Of High-Speed Steel
High-speed steel is used very extensively in making drills, especially of the larger sizes. They can be run at very much greater speed than those made from carbon steel, and used for drilling harder materials. At times trouble is experienced when using highspeed drills for very deep vertical holes; but the trouble may be obviated by forcing a stream of oil down into the hole with sufficient force to cause the chips to come to the surface of the work, thus giving the oil free access to the cutting lips.
When hardening drills made from high-speed steel, first pre-heat in a slow fire to a low red, then suspend in a furnace of the design shown in Fig. 22 and heat to a uniform temperature of 2100° F., finally immersing in a bath of cottonseed oil. If possible, use a bath having perforated pipes up the sides, as shown in Fig. 44, so that the oil may get to the bottom of the flutes and harden all portions of the drill. In order that the drill may not be brittle after the hardening operation, the temper should be drawn to 460° F.
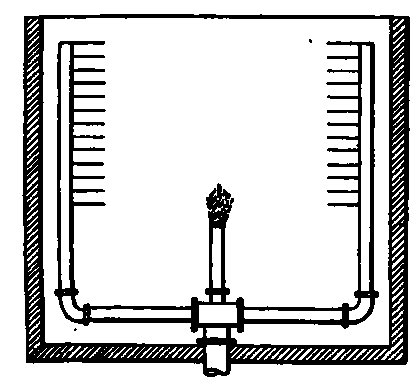
Fig. 44. Section of Oil Bath with Perforated Side Pipes.
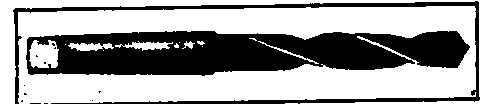
Fig. 45. Twist Drill Formed from Flat Stock.

Fig. 46. Twist Drill with Angle of Spiral Changed for High-Speed Work.
Tools For Rapid Drilling
For rapid drilling there are various styles of twist drills. Fig. 45 shows one made from flat stock twisted to form the flutes, which is especially satisfactory for certain classes of work. Fig. 46 shows the regular design except that the angle or spiral is 32 degrees instead of 25 degrees. The quick twist permits more rapid cutting and greater production by the operator.
Continue to:
My Books

