Male Gages For Testing Snap Gages
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Male Gages For Testing Snap Gages
In order to be able to give gages the correct size, it is often necessary to make male gages, the simplest form of which is shown in Fig. 425. It is a flat piece of tool steel, made slightly small on one end to avoid grinding to size the entire length. After the large end has been hardened, it is ground to size and the gage is then ready for use in testing the size of the female snap gages while the latter are being lapped to size, or when being ground, if lapping is not considered necessary. When it is necessary to make a snap gage for measuring two or more dimensions on a piece of work, it may be made as shown in Fig. 426. Fig. 427 represents the piece to be gaged.
After cutting off the steel for the gage, the sides should be planed to remove the skin. One of the flat surfaces may be colored either with blue vitriol or by holding it over a fire until the surface becomes blue. The handle and the openings that constitute the gages can then be laid off on the surface. After milling the handle to shape, the holes shown at the corners of the openings may be drilled. These holes facilitate the operations of filing and grinding, particularly the latter. The openings may be milled or planed to a size about 1/32 inch smaller than finish, and the gage is ready for annealing, after which the two flat surfaces may be planed or filed until flat and parallel. The name of the piece to be gaged and the size of the openings may be stamped as shown. If the tool is intended for gaging work where a few thousandths of an inch either way would make no particular difference, it is customary to make the openings to the given sizes before the gage is hardened. However, if the gage must be exact to size, it is necessary to leave from .003 to .005 inch on each measuring surface, to allow for grinding. If it is desirable to have the gage retain its exact size for any considerable length of time, it will be found necessary to finish it to size by lapping after it is ground.
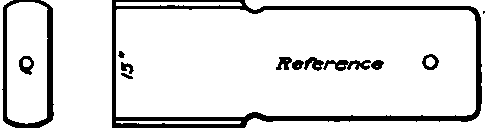
Fig. 425. Male Gage.
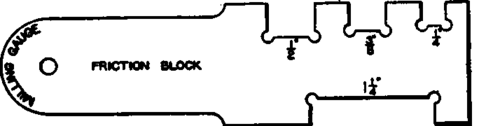
Fig. 426. Snap Gage Giving Several Measurements.
Continue to:
My Books

