Snap Gage
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Snap Gage
This form of gage is used more extensively than any other for outside measurements. It is extremely useful in gaging a dimension between two shoulders as shown at A, Figs. 422 and 423; in the former case, the piece being machined is flat, while in the latter it is cylindrical.
A snap gage may be designed to meet the requirements of the particular piece of work. When it is intended for use on a cylindrical piece, the opening should be made a trifle deeper than one-half the diameter of the piece to be measured, when it is intended for flat work, the depth of the slot depends on the nature of the work. Snap Gages for Cylindrical Work. A gage of this type is shown in Fig. 424, A representing the cylindrical piece to be gaged. When making this gage, the stock should be blocked out somewhat near to shape and annealed; after annealing, the sides may be made flat and parallel, and the size and any distinguishing marks stamped as shown; the gage part may then be worked to a size from .008 to .010 inch smaller than finish, to allow for grinding. The outer edges should be rounded somewhat to prevent cutting the hands of the operator.
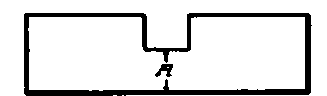
Fig. 422. Flat Piece Easily Gaged with Snap Gage.

Fig. 423. Cylindrical Piece Adapted to Use of Snap Gage.
Some tool-makers harden only the prongs that come in contact with the work, while others harden the entire tool. If the contact points alone are to be hardened, the heating can best be done in a crucible of red-hot lead; if this is not at hand, pieces of flat iron may be placed, one on each side of the gage, allowing the ends to be hardened to project beyond the pieces; the whole may now be grasped in a pair of tongs and placed in the fire. The points will reach a hardening heat before the portion between the flat pieces is much affected. The gage may be plunged in water or brine to harden. If it is considered advisable to harden the gage all over, it should be heated very carefully in the fire, so that the blast does not strike it, and turned frequently to insure a uniform heat. When it reaches a low red heat, remove it from the fire and plunge it into the bath. If the gage is quite thin, a bath of oil will harden it sufficiently; if it is dipped in water or brine, the bath should be wanned somewhat in order to avoid, as much as possible, any tendency to spring.
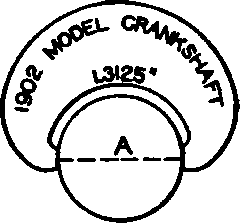
Fig. 424. Snap Gage.
After hardening, the gage is ground to size .0005 inch smaller than finish and lapped to size; the method used in grinding gages of this character will be described later.
Continue to:
My Books

