Ring Gages
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Ring Gages
Ring gages are intended for use on cylindrical pieces of work. Those which are smaller than one inch in diameter are generally made of a solid piece of tool steel, or machine steel which is casehardened. For a gage one inch or larger, custom varies, some tool-makers making it of a solid piece, while others make the body of cast iron or machine steel, into which is forced a hardened steel bushing which is the gage proper.
Boring Holes
It is advisable, when making a solid gage, to use a piece of steel somewhat longer than finish dimensions, as shown in Fig. 418, the dimension A representing the finish length of gage, and the projections BB being left until the gage is lapped to size. The hole should be bored somewhat smaller than the finish size, in order to allow for grinding and lapping. If a grinder having an internal grinding attachment is not available, the allowance should be much less than if it were possible to grind the walls of the hole. If the gage is to be ground to size, an allowance of .005 inch will be about the proper amount; if not to be ground and the hole is bored straight and smooth, an allowance of from .0015 to .002 inch should be made; but the amount left cannot be given arbitrarily, as much depends on the condition of the hole and the care used in hardening.
Fig. 417. One with Disc on End Which is Broken Off and Ground Down.

Fig. 418. Ring Gate.
Hardening
After the hole has been bored, the blank may be placed on a mandrel, the ends shaped as shown in Fig. 418, the outside diameter turned and knurled, and the portion C necked to the bottom of the knurling. The size and any distinguishing marks may be stamped on this necked portion as shown. The gage is now ready for hardening, and much the best results are obtained from pack hardening. If this method cannot be used, the gage should be carefully heated in a muffle furnace or in a piece of gas pipe or iron tube in an ordinary fire. When it reaches a low uniform heat, it should be plunged into a bath of brine and worked around so that the bath may circulate freely through the holes. Excellent results follow if a bath is used having a jet of brine or water coming up from the bottom and passing through the hole with some force, in order to remove any steam that may be generated. Grinding. If it is considered necessary to allow the gage to season, the hole may be ground enough to remove part of the allowance, and the gage laid away. If it is not considered necessary to do this, it may be ground .001 or .0015 inch smaller than finish size to allow for lapping.
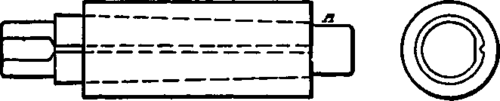
Fig. 419. Lead Lap on Mandrel.
Lapping
When lapping a ring gage to size, it is necessary to use a good lap. A poor lap is the cause of many of the failures when attempting to do satisfactory work of this description.
When a grinder with an internal grinding attachment is not available, and it is found necessary to leave considerable stock in the hold for lapping, many tool-makers claim best results from using two laps - the first, a lead lap, for removing most of the stock, and the second, a cast-iron lap, for finishing the hole to size. In either case, the lap should be in the form of a shell which should be held on a taper mandrel when in use. Fig. 419 shows a lead lap on a mandrel as described.
The mandrel should be made with the ends somewhat smaller than the body, which should be tapering, in order that the lap may be expanded as it is driven on. A groove is cut the entire length of the body with a convex milling cutter, or it may be cut in the shaper or planer, holding the mandrel between centers, or in the vise, cutting the slot with a round-nosed tool. A mold for casting the lead to shape may be made of two pieces of wood an inch or two longer than the desired length of lap, which itself should be three times the length of the hole in the gage. The two pieces of wood should be clamped together, and the hole bored with a bit about 1/8 inch larger than the diameter of the finished lap; after boring to the required depth, a bit should then be used the size of the projection on the small end of the mandrel. The hole bored with this bit should be a trifle deeper than the length of the projection. After the hole has been bored in the mold, as described, the mandrel may be put in position, Fig. 420, with the mold vertical. Two narrow strips of wood or metal are placed on top of the mold to hold the mandrel central and the lead is poured. In order that the lead may run well, it will be necessary to heat the mandrel somewhat; this should be done before putting it in the mold. After the lead has become cool, the mold may be opened, and the casting removed. It should be placed in the lathe on the mandrel, and turned to a size .001 inch smaller than the hole in the gage; it may then be charged with fine emery and oil.
For finishing the hole to size, or lapping a hole ground nearly to size, it is advisable to use a lap made of harder material than lead for this purpose fine-grained cast iron answers admirably, although copper is preferred by some. In order to make a cast-iron lap, a mandrel is necessary, with a taper from 1/8 to 3/16inch per foot of length. The slight taper is used in order that the lap may not increase its size too rapidly when driven on the mandrel. The cast-iron lap (sleeve) should be bored with a taper corresponding to the taper of the mandrel, after which it may be forced on the mandrel and turned to size and split as shown in Fig. 421. One slot should extend through the wall as shown at A, while the other two slots BB extend deep enough to allow the lap to expand readily. Before finishing the hole to size, the lap should be forced a trifle farther on the mandrel, and trued in the grinder, an emery wheel being used to cut the lap. The lap should be perfectly round and straight, in order to produce true holes. For the finish lapping, the finest of flour emery should be used.
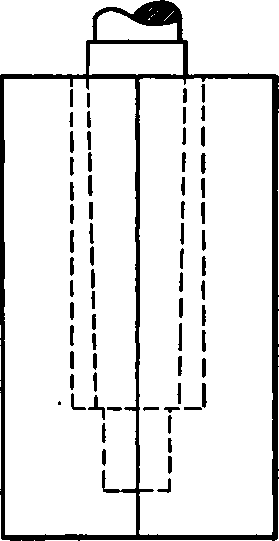
Fig. 420. Mandrel in Mold.

Fig. 421. Lap Forced on Mandrel and Split.
Finishing Gage
The same precautions should be observed while cooling the gage before trying the size of hole, as were noted for plug gages. In order to clean the gage of the oil and emery, it should be dipped in a can of benzine, which readily removes any dirt. Extreme care must be exercised when washing work in benzine, that it is not brought into the vicinity of a flame of any kind, as benzine is extremely inflammable, and very difficult to extinguish if it becomes ignited; should it become ignited, it can be extinguished with a piece of heavy sacking.
The ring should be fitted to the plug gage which has previously been finished to the correct size. It must be borne in mind that the temperature of the plug and ring should be as nearly as possible the same when tested.
Continue to:
My Books

