Milling Cutters
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Milling Cutters
Milling machine cutters are made in two different forms-solid and with inserted teeth. It is customary in most shops to make cutters up to 6 or 8 inches in diameter solid, and above this size with inserted teeth.
Use Of High-Speed Steel
At the present time, when rapid reduction of stock is necessary, it is the custom in many shops to make many of the milling machine cutters from high-speed steel. If this steel is properly annealed, it is easily worked to shape; but much better results are obtained if the tools used in cutting it, both in the lathe and milling machine, are made from high-speed steel. High-speed steel milling cutters may be heated for hardening in the specially designed furnace shown in Fig. 23, Part I; but if so treated, they must first be pre-heated in an ordinary fire to a low red heat, as the sudden expansion due to rapid heating would rupture the steel and spoil a valuable tool. When uniformly heated to the proper temperature, they should be plunged into raw linseed oil or cottonseed oil. Here again, as in the case of forming tools, much more satisfactory results are obtained if the cutters are pack hardened.

Fig. 190. Side View and Section of Side Milling Cutter.
Table VI. Cutting Edges For Milling Cutters
Diameter of Cutter (in). | No. of Cutting. Edges | Diameter of Cutter (in). | No. of Cutting Edges |
J | 6 | 2 1/2 | 20 |
3/4 | 8 | 3 | 24 |
1 | 10 or 12 | 3 1/2 | 26 |
1 1/4 | 14 | 4 | 28 |
1 1/3 | 16 | 5 | 30 |
2 | 18 | 6 | 32 |
Although many shops have adopted high-speed steel for most of their milling cutters, and some shops use nothing else, yet many mechanics claim that for cutters of intricate form which must retain a fine finishing edge, high-carbon steel gives better results. But if they use the latter steel for such cutters, yet for all roughing cutters and for those of ordinary form where fineness of cutting edge is not material, they use high-speed steel.
Solid Straight Cutters
When making solid cutters, it is advisable to use steel somewhat larger than the finish diameter of the cutter. A hole should be drilled in the blank 1/15 inch smaller than the finish size of the hole, and the outside surface turned off. After annealing, the blank should be put in the chuck on the lathe, the hole bored, reamed to size, and recessed as shown at C in the sectional view of Fig. 190. The piece should then be placed on the mandrel and turned to the proper diameter and length.
Milling Teeth
The teeth should be cut in the universal milling machine, or in a milling machine provided with a pair of index centers. The number of cutting edges for solid milling cutters varies somewhat according to the nature of the work to be done, but for general shop use the numbers estimated in Table VI will be found satisfactory:

Fig. 191. Diagram of Cutter with Negative Rake.
For most work it is desirable to have the faces of the teeth radial, Fig. 190. However, when milling cutters are made to run in the direction of the feed or on to the work instead of against it, the teeth should be given a negative rake (cut ahead of the center), as shown in Fig. 191, as this has a tendency to keep the piece being milled from drawing toward the cutters. For cutters to be used in sinking a semicircular slot in such a piece of work as is shown in Fig. 192, the teeth should be cut back of the center.
When cutting the teeth, it is necessary to use a cutter that gives sufficient depth of tooth to provide a receptacle for chips, and also gives a form that supports the cutting edges. A cutter may be used that will produce an angle of about 50 degrees between the face and the back of the tooth, as shown at A in Fig. 190. The cutter should cut deep enough to leave the lands about 1/32 inch in width at the cutting edges. Saws for Copper Work. Metal slitting saws for use on copper do not work well if made the same as those used on steel and most other metals. The face of the tool should have a rake of from 8 to 12 degrees, and the sides of the tool given clearance, as shown in Fig. 193. As such saws are usually made thicker at the circumference than toward the center hole, there is little trouble from their binding the work.
The pitch of saws for use on copper should be considerably eoarser than for those used on the harder metals. For saws of ordinary size, the teeth should be spaced nearly or quite 1 inch apart; for instance, a saw 4 inches in diameter should have 12 teeth. Grinding the Hole to Size. It is customary to ream the holes in milling cutters to size, and if the cutter contracts in hardening, the holes are brought to size again by lapping with a lead or cast-iron lap, by means of oil and emery. This operation does not, however, provide for the enlarging of the hole. While expansion is an unusual occurrence, it does sometimes happen, and, as a consequence, the cutter does not fit the milling machine arbor and cannot do as good or as much work as it should.
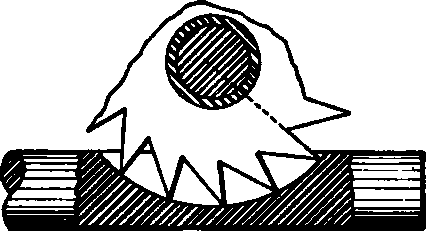
Fig. 192. Form of Cutter for Semicircular Slot.
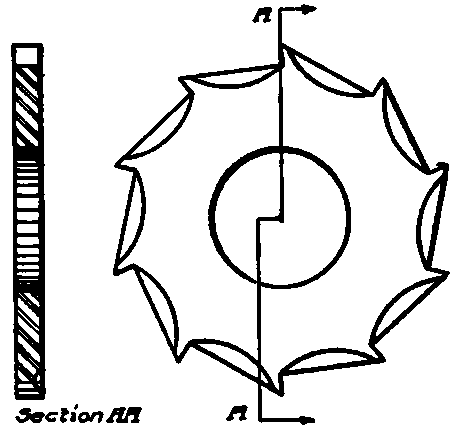
Fig. 193. Form of Cutter Used for Copper.
Fig. 194. Typical Set-Up for Grinding a Cutter Courtesy of Norton Grinding Company, Woreester, Massachusett.
The necessity of having a correct fit on the milling machine arbor makes it advisable to ream the hole of the cutter with a reamer about .005 inch under the size of the arbor, and to finish by grinding after the cutter is hardened. When grinding the hole to size, the cutter may be held in a chuck and ground with a small emery wheel, using the internal grinding attachment as shown in Fig. 194. This attachment is so designed that it may be swung out of the way when gaging the size of the hole, Fig. 195.
Continue to:
My Books

