Milling Cutters. Part 2
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Milling Cutters. Part 2
Grinding Shoulders
After grinding the hole to size, it is advisable to grind the shoulders on each side of the cutter, straight and true with the hole, in order to prevent any possibility of springing the milling machine arbor because of untrueness on the part of the cutter, and to prevent any possibility of the cutter running out of true. The shoulder, or boss, referred to is shown in A, Fig. 190.
There are two methods of grinding the shoulders. By one method, the outer shoulder and the hole are ground at the same setting; if this is done properly, this shoulder will be true with the hole. The chuck is then removed from the grinder, and a faceplate having an expanding plug is put in its place. The shoulder that has been ground is placed against the faceplate, with the expanding plug in the hole of the cutter. The other shoulder may be ground after the plug is expanded until the cutter is held rigidly in place against the faceplate, which should run perfectly true.
By the other method, both shoulders are ground while on an arbor, which is necked down each side of the cutter, Fig. 196, allowing the wheel to traverse the whole length of the shoulder but not cut into the arbor, as when an ordinary mandrel is used.
Fig. 196. Cutler Blank on Special Arbor for Grinding.
Fig. 197. Cutter in Position lor Grinding Teeth Courtesy of Cincinnati Milling Machine Company. Cincinnati, Ohio.
Grinding Teeth
In order to get the best results from a milling cutter, it is necessary to use a form of grinder having some means of properly locating each tooth as it is presented to the wheel. The usual arrangement is a finger adjustable to the proper height to produce the required amount of clearance, which is about 3 degrees, as shown at B, Fig. 190. With this amount of clearance, the cutter works freely and retains its edge; if more clearance is given, the cutter is likely to chatter, and the edges of the teeth will become dull rapidly.
Fig. 197 shows a cutter in position for grinding the teeth; it will readily be seen that the tooth being ground rests on the centering gage E, which can be adjusted to give any desired amount of clearance to the tooth. For grinding the teeth on the side of a milling cutter, a small emery wheel may be used in order to get the necessary amount of clearance without touching the tooth next to the one being ground. If a grinder is used which will take a cup wheel, Fig. 198, and whose table can be turned to bring the cutter in the position shown in Fig. 199, a form of clearance is given which is more satisfactory than a clearance ground with a small wheel. With the cup wheel the line of clearance is straight, while with the small plain wheel it is hollowed out, and as a consequence the cutting edge is weak.
Side Milling Cutter. Cutting Teeth
The form of cutter shown in Fig. 190 is known as a side milling cutter. When cutting teeth on the sides, it is necessary to put the cutter on a plug whose upper end does not project much above the top face of the cutter; this plug may be made straight and held in the chuck on the end of spindle in the spiral head. Such a plug is shown in Fig. 200, inserted in the cutter. If many cutters are made with teeth on the sides, it is advisable to make an expanding arbor. Fig. 201, whose shank fits the taper hole in the spindle of the spiral head. When milling the teeth on the sides, the index head must be inclined a little so that the side of the mill will stand at a small angle from the horizontal, in order that the lands of the teeth may be of equal width at each end. The amount of this inclination cannot readily be computed. It is formed by cutting first one tooth, leaving the cut somewhat shallow, then turning to the next tooth. After cutting the second tooth, the change in inclination will be apparent. Hardening. When the teeth are cut and the burrs removed, the diameter and length of the cutters may be stamped as shown in Fig. 190. The cutter is now ready for hardening. To harden successfully, it is necessary to have a low, uniform red heat; the teeth must be no hotter than the portion between the hole and the bottom of the teeth. If held toward the light, there should be no trace of black in the interior of the cutter. When a uniform heat, no higher than is necessary to harden the steel, has been obtained, the cutter should be plunged into brine from which the chill has been removed, and worked around rapidly in the bath until the singing has ceased. It should then be removed from the brine and immediately plunged into oil and allowed to remain there until cold. When cold, the cutter should be taken from the oil and heated sufficiently to prevent cracking from internal strains, then brightened, and the temper drawn to a straw color.
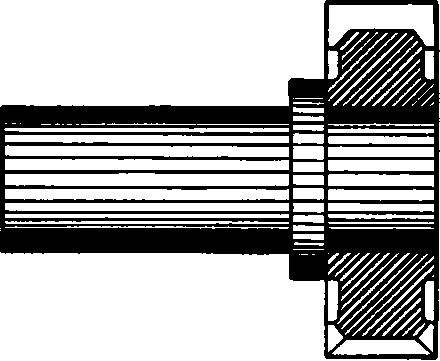
Fig. 200. Milling Cutter Mounted on Plug

Fig. 201. Typical Expanding Arbor
Continue to:
My Books

