Progressive Dies
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Progressive Dies
Fig. 370 shows a die used to bend a caliper bow to a finished circle. This type of die may be used to produce pieces that are square in form, or of any one of a variety of shapes. It is generally necessary to resort to one or more preliminary bending operations to get the pieces to a form that makes it possible to bend them to finish form in the die shown. Since one or more dies are used before the final finishing die, and since one operation leads to another, dies of this class are grouped under the head of progressive dies.
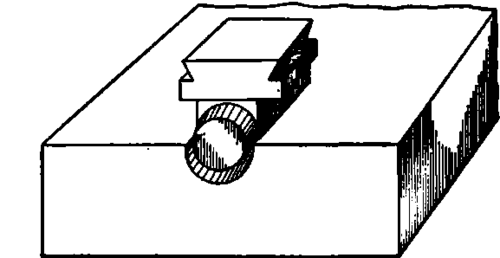
Fig. 370. Progressive Die for Bending Caliper Bows.
The bow a, Fig. 371, is made by first punching a blank of the form shown at b. The ends of this blank are then bent separately, and shown at c and d. The piece is finally bent to the shape a by means of the die under consideration. It will be noticed that the forming portion of the punch projects out from the body and is provided with clearance space above it, in order that the ends of the piece may bend around it, and against one another if necessary. While the example of work given is simple, yet pieces of intricate shape can be produced by means of dies of this kind.
Another example of progressive dies and the work done with them is shown in Figs. 372 to 378, where Fig. 372 shows the die used in piercing the hole, in forming and cutting off the ends, and producing a blank of the form shown in Fig. 373. The stock used is ribbon copper of the desired width of piece; this is purchased in coils and fed to the die shown in Fig. 372, by an automatic feeding device.
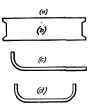
Fig. 371. Various Punchings in Making a Caliper Bow.
Fig. 372. Punch and Die for Making Special Copper Strips.
Fig. 373. Copper Strip after the Second Stage.
Fig. 374. Copper Strip after Third Stage.
The pieces are next bent to form, Fig. 374, by means of the bending die and punch, Fig. 375. The third operation is done by means of the punch, Fig. 376, and the die. Fig. 377. The punch A, Fig. 376, folds the piece shown in Fig. 374 around the projecting portion and forms it to the shape shown in Fig. 378.
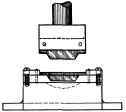
Fig. 376. Punch and Die lor Bending Copper Strip at Third Stage.
Although it might be possible to bend a piece of this description in a compound bending die at one operation, it is doubtful if the ultimate cost would be any less than that of the individual operations, as the cost of upkeep would be much greater, and the process somewhat slower. There are many jobs where it is advisable to use compound bending dies; but where there is no saving in cost of labor, or where the presses are not adapted to their use, it is best to resort to methods particularly suited to the individual job, even though it necessitates a greater number of operations.
Fig. 370. Punch for Bending Copper Strip at Fourth Stage.
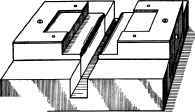
Fig. 377. Die lor Bending Copper Strip at Fourth Stags.
Continue to:
My Books

