Tool-Making. Part II. Standard Tools. Thread-Cutting Dies
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Tool-Making. Part II. Standard Tools. Thread-Cutting Dies
The size of a die is always denoted by the diameter of screw it will cut; a die that will cut a 1/2-inch screw is called a 1/2-inch die, irrespective of the outside diameter of the die itself.
Thread-cutting dies are made solid or adjustable. Solid dies are suitable for work that does not require extreme accuracy. They are comparatively inexpensive, and can be used to advantage as a roughing die when an adjustable die is used for finishing. Owing to the tendency of dies to change their sizes when hardened, and to the fact that there is no provision for wear, solid dies cannot be used where work must be made to gage. They are extensively employed in cutting threads on bolts, and for this class of work are made square, as shown in Fig. 124.
Solid Type
Shaping Square Blank And Cutting Threads
In making a square die, the blank may be machined to thickness and to size on the square edges. One of the flat surfaces should be coated with blue vitriol, or the blank may be heated until it shows a distinct brown or blue color. The center may be found by scribing lines across corners, as shown in Fig. 125. It should be prickpunched it A, where the lines intersect. The die blank may be clamped to the faceplate of a lathe, and made to run true by means of the center indicator. If there is no tap of the proper size, and only one die is to be made, the thread may be cut with an inside threading tool, provided the hole is of sufficient size; if not, a tap must be made.

Fig. 124. Square Die.
If the thread is cut with a threading tool, the size must be determined by means of a male gage, which may be a screw of the proper size.
Chamfering
After threading, the hole should be chamfered to a depth of three or four threads, the amount depending on the pitch of the thread, a fine pitch not requiring so many threads chamfered as a coarse pitch. The chamfering should not be much larger on the face of the die than the diameter of the screw to be cut. Figs. 126 and 127 show two views of a die chamfered and relieved on the cutting edges. The chamfering should be done with a countersink or taper reamer of the proper angle. In the absence of such a cutter, a tool held in the tool post of the lathe may be used.
Number Of Cutting Edges
Most manufacturers making dies for the market give four cutting edges to all sizes up to and including 4 inches. When dies are made in the shop where they are to be used, custom varies. Some tool-makers.advocate three cutting edges for all dies smaller than 1/4 inch, and five or more cutting edges for dies above 2 inches. The objection to more cutting edges than are absolutely needed on large dies is the increase in the cost of making.
When making dies for threading tubing, or for work where part of the circumference is cut away, it is better to give them a greater number of cutting edges than would otherwise be the case. Rake of Cutting Edges. For general shop work, where the dies are to be used for all kinds of stock, it is advisable to make the cutting edges radial, as shown in Fig. 128, the cutting edges AAAA all pointing to the center. For brass castings, the cutting edges should have a slight negative rake, as shown in Fig. 129, the cutting edges AAAA all pointing back of the center.
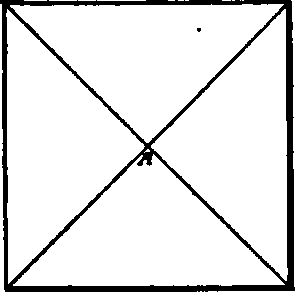
Fig. 125. Locating Center of Die Blank.
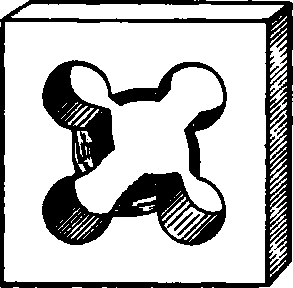
Fig. 126. Chamfered Die.

Fig. 127. Section Show-ins Chamfered Threads.
Clearance Holes
After threading and countersinking (chamfering), screw in a piece of steel threaded to fit the die, and face it off flush. Lay out the centers of the clearance holes on the back of the die, and drill a hole the size of the pilot of a counterbore whose body will cut the right size for the clearance hole. For dies from 3/5 to 3/4 inch in size and having four cutting edges, the centers of these holes may be the intersections of a circle, having a diameter equal to the diameter of the screw to be cut, with lines drawn across the corners, as shown in Fig. 130. Prickpunch these points. For a die having four clearance holes whose centers are laid out in this way, it is customary to make the clearance holes one-half the size of the die; that is, clearance holes in a 1/2-inch die would be 1/4 inch. The width of the top of the lands A, Fig. 131, should be about 1/16 of the circumference of the screw to be cut.

Fig. 128. Die with Radial Cutting Edges.

Fig. 129. Die with Threads Having Negative Rake.
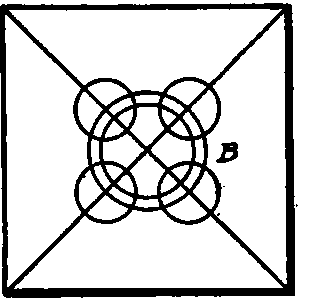
Fig. 130. Method of Laying Out Die Blank.

Fig. 131. Clearance Holes in Die Blank.
The diameter given for the clearance holes does not apply to dies smaller or larger than the sizes mentioned (3/5 to 3/4 inch), especially if the dies are to be used in the screw machine, as the clearance holes not only provide a cutting edge, but also make a convenient place for the chips; if the holes are so small that the oil cannot wash the chips out, the chips clog the holes and tear the thread.
For small dies, the clearance holes are of a size that allows the chips to collect in the holes without tearing the threads, and they are located at a greater distance from the center of the die, in order to give sufficient strength to the lands. The desired shape and thickness may be given the sides of the lands by filing. When it is considered advisable that screw dies above 3/4 inch have larger clearance holes than the size mentioned, the holes should be located at a distance from the center of the die that will give the desired thickness to the land.
Circular Dies
For screw-machine and turret-lathe work, dies are generally made circular; and as holders for dies are part of the equipment of every shop having screw machines, the dies should be made to fit these holders; but it is not considered good practice to make the diameter of dies less than 2 1/2 times the diameter of the screw to be cut, and the thickness of the die 1 1/4 times the diameter of the screw.
Continue to:
My Books

