Welding Operations. Part 2
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Welding Operations. Part 2
Boilers And Tanks
Boilers and tanks offer one of the best fields for the application of the Slavianoff, or metallic welding, process and the adoption of this method in manufacturing, Fig. 76, as well as in repairing such articles instead of riveting them, Fig.
77, is proceeding very rapidly. Joints, which have been properly welded with a metallic electrode of suitable size and composition and with the right amount of current, will be stronger than riveted seams. If the joint is reinforced slightly by additional filling material, it will be stronger than the original plate but, even when ground flush with the thickness of the plates, it will show from 85 per cent to 90 per cent of the strength of the plates for thick stock, and up to over 95 per cent of the strength for thin stock. The various methods in use for welding the seams, in tanks are shown in Fig.
78, those welded in two places being best for high pressure. These may be compared with the usual boiler riveted joints in Fig. 79. Since the strain on the longitudinal seams is double that on the circumferential seams, it is customary to lap-weld the side seams for strength. When the tank or boiler is intended for use under high pressures, it is better to lap all seams; then a butt strap is added to the side seams and welded at both sides and the center, as indicated in one detail. The method of welding the head depends upon the shape of it, the convex head being the most common and flanged to slip inside the shell, and the welded seams are clearly indicated in the figure.
Fig. 77. Patch in Boiler with Seam Prepared for Welding.
Boiler makers have been slower to take up electric welding than have the tank makers because greater restrictions having been imposed upon them in the interests of safety and reliability, they are generally more conservative. But there is a strong tendency now to use electric-arc welding to an increasing degree and boards of inspectors and other official bodies are more liberal each year. By welding along the edges of the plates instead of calking with a hammer, Figs. 80 and 81, the plates are tied together and strengthened as well as tightened and the job never has to be gone over again. If the plates are badly corroded, they may be restored to their original thickness or to a greater thickness and leaking rivets may be tightened by welding around the heads and fusing them to the plates.
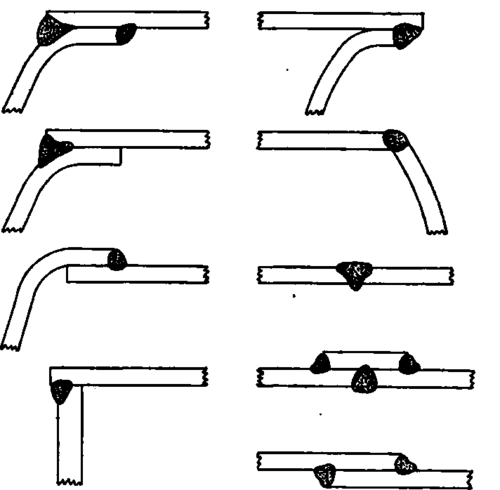
Fig. 78. Methods of Making Welded Seams in Tanks Courtesy of C & C Electric and Manufacturing Company.

Fig. 79. Methods of Making Riveted Seams in Tanks.
Fig. 80. Weld in Locomotive Fin Box Courtesy of C & C Electric and Manufacturing.
Fig. 81. Boiler Side Sheet Welded by Electric Welding Apparatus Courtesy of The Boilermaker.
Fig. 82. Electrically-Weldod Boiler Flues Courtesy of Railway Master MeiAanic.
Welding Boiler Flues
One of the most important applications of metallic welding is in the welding of flues of locomotive boilers, Fig. 82. The flue end is expanded, beaded, and prossered in the usual manner, without the copper ferrule in the sheet, and then the edge of the bead is welded all around so as to attach it firmly to the sheet. This makes tubes and sheet one piece and eliminates leaking entirely, the life of the weld being that of the tube itself. The law demands new flues every three years; so they cannot be used longer, but it is known from the life of welds in fire boxes that the weld will last as long as the sheet; there are about two thousand locomotives running in the United States today with some part of the boiler welded, most of them with the flues welded in. Broken mud rings may easily be welded in place by cutting out a piece of the sheet at the break, welding the ring, and then welding the piece of plate back again. Welding Machine Parts. The use of the electric arc for welding machine parts, new and broken, Figs. 83 and 84, is another field that offers great savings because of the delay incident to getting new parts as well as their cost, in cases of breakage, Fig. 85, and the great expense of making satisfactory mechanical joints in new work. Radical changes in design and details of construction are ' made possible by the use of this system in machine building and the fact that the parts can be so joined as to be literally one piece opens up great possibilities. For work on cast iron the graphite electrode is used and a cast-iron melt bar fused into place with the article in a horizontal position. Cast-steel parts requiring a moderate amount of welding may be done with the metallic electrode but large welds can usually be done to better advantage with the graphite electrode, using a wrought-steel melt bar or pieces of steel plate scrap to fill in with. Cast iron or steel can be welded soft enough to machine readily, by proper treatment, and the quality of the welded section can be made equal to the rest of the article. The effect of the electric arc on the composition of the metal is clearly indicated by Table III.
Fig. 83. Broken Housing of Radial Drill.
Courtesy of C & C Electric and Manufacturing company.
Fig. 84. Radial Drill Housing Welded with Grapphics Electrode Courtesy of C & C Electric and >Manufacturing Company.
Fig. 85. Broken Steel Wabbler for Rolling Mill Welded with Graphite Electrode Courtesy of C & C Electric and Manufacturing Company.
Table III. Chemical Analysis Of Iron And Steel Before And After Welding
Element | Sample No. 1, Iron | Sample No. 2, Steel | ||
Per Cent Before | Per Cent After | Per Cent Before | Per Cent After | |
Silicon ............................ | 0.009 | 0.003 | .004 | 0.00 |
Carbon ....................... | 0.015 | Trace | .048 | 0.25 |
Sulphur ......................... | 0.025 | 0.020 | 0.04 | 0.04 |
Phosphorus ........................... | 0.068 | 0.043 | 0.08 | 0.07 |
Manganese .............................. | 0.64 | 0.27 | 0.50 | 0.25 |
Iron (by difference) ....................... | 99.108 | 99.664 | 98.86 | 99.39 |
Total percentage.. .. | 100.000 | 100.000 | 100.00 | 100.00 |
Table IV. Strength Of Butt-Welded Joints
Plate Thickness Inches | Elastic Limitlbs,per sq.In | TENSILE STRENGTH LBS. PER sq. In. | ELONGATION % IN 8 IN.. | PER CENT EFFICIENCT |
1 | 40930 | 54650 | 04.5 | 97.6 |
¼ | 44930 | 53020 | 05.75 | 94.7 |
i | 40160 | 51280 | 40.75 | 91-6 |
Continue to:
My Books

