Worm And Worm Gear
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Worm And Worm Gear
Notation
The following notation is used throughout the chapter on Worm and Worm Gear:
D =Pitch diameter of gear (inches). E = Efficiency between worm shaft and gear shaft (per cent). f = Clearance of tooth at bottom (inches). i - Index of worm thread (1 for single 2 for double, etc.). L =Lead of worm thread (inches). M = Revolutions of gear shaft per minute. Mw = Revolutions of worm shaft per minute. N = Number of teeth in gear.
P1 =Circular pitch = Pitch of worm throad (inches). R = Radius of pitch circle of worm gear (inches). s = Addendum of tooth (inches). T =Twistiug moment on gear shaft (inch-lbs.). Tw=Twisting moment on worm shaft (inch-lbs.). t - Thickness of tooth at pitch line (inches). W = L.oad at pitch line (lbs.).
Analysis
The simplest way of analyzing the case of the worm and worm gear is to base it upon an ordinary screw and nut. Take, for example, the lead screw of a common lathe.
Iage carries a nut, through which the lead screw passes, ation of the screw, the carriage, being constrained by the lengthwise of the ways, is moved. This motion is, for a single-threaded screw, a distance per revolution equal to the lead of the screw.
Now, suppose that the carriage, instead of sliding along the ways, is compelled to turn about an axis at some point below the ways. Also, suppose the top of the nut to be cut off, and its length made endless by wrapping it around a circle struck from the center about which the carriage rotates. This reduces the nut to a peculiar kind of spur gear, the partial threads of the nut now having the appearance of twisted teeth.
This special form of spur gear, based on the idea of a threaded nut, is known as a worm gear, and the screw is termed a worm. The teeth are loaded similarly to those of a spur gear, but with the additional feature of a large amount of sliding along the tooth surfaces. This, of course, means considerable friction; and it is in fact possible to utilize the worm and worm gear as an efficient device, only by running the teeth constantly in a bath of oil-Even then the pressures have to be kept well down to insure the required term of life of the tooth surfaces.
It is evident that for one revolution of a single-threaded worm, one tooth of the gear will be passed. The speed ratio between the worm gear and worm shaft will then be equal to the number of teeth in the gear, which is relatively great. Hence the worm and worm gear are principally useful in giving large speed reduction in a small amount of space.
Theory
The theory of worm-wheel teeth is complicated and obscure. The production of the teeth is simple, a dummy worm with cutting edges, called a "hob," being allowed to carve its way into the worm-gear blank, thus producing the teeth and at the same time driving the worm gear about its axis.
It is clear that if we know the torsional moment on the worm-gear shaft, and the pitch radius of the worm gear, we can find the load on the teeth at the pitch line by dividing the former by the latter. Expressed as an equation:
WR = T;or W = T/R (83)
How we shall consider this value of W as distributed on the teeth, is a question difficult to answer. The teeth not only are curved to embrace the worm, but are twisted across the face of the gear, so that it would be practically impossible to devise a purely theoretical method of exact calculation. The most reasonable thing to do is to assume the teeth as being equally as strong as spur-gear teeth of the same circular pitch, and to figure them accordingly. It is probably true, however, that the load is carried by more than one tooth, especially in a hobbed wheel; bo we shall be safe in assuming that two - and, in case of large wheels, three - teeth divide the load between them. With these considerations borne in mind, the case reduces itself to that of a simple spur-gear tooth calculation, which has already been explained under the heading "Spur Gears".
The worm teeth, or threads, are probably always stronger than the worm-gear teeth; so no calculation for their strength need be made.
The twisting moment on the worm shaft is not determined so directly as in the case of spur gears. The relative number of revolutions of the two shafts depends upon the "lead" of the worm thread and the number of teeth in the gear.
Lead (L) is the distance parallel to the axis of the worm which any point in the thread advances in one revolution of the worm. Pitch (P1) is the distance parallel to the axis of the worm between corresponding points on adjacent threads. The distinction between lead and pitch should be carefully observed, as the two are often confounded, one with the other.
The thread may be single, double, triple, etc., the index of the thread i, being 1, 2, 3, etc., in accordance therewith. The relation between lead and pitch may then be expressed by an equation, thus:
L = i P1. (84) when the index of the thread is changed the speed ratio is changed, the relation being shown by the equation:
Tw/T = M/Mw = i/N; or, Tw = T i / N ; (86) but for an efficiency E the equation would be:
Tw / T = i / EN ;____ or, Tw = Ti / EN. (87)
The diameter of the worm is arbitrary. Change of this diameter has no effect on the speed ratio. It has a slight effect on the efficiency, the smaller worm giving a little higher efficiency. The diameter of the worm runs ordinarily from 3 to 10 times the circular pitch, an average value being 4P1 or 5P1.
A longitudinal cross-section through the axis of the worm cuts out a rack tooth, and this tooth section is usually made of the standard 14½° involute form shown in Fig. 46 for a rack.
The end thrust, of a magnitude practically equal to the pressure between the teeth, has to be taken by the hub of the worm against the face of the shaft bearing. A serious loss of efficiency from friction is likely to occur here. This is often reduced, however, by roller or ball bearings. With two worms on the same shaft, each driving into a separate worm gear, it is possible to make one of the worms right-hand thread, and the other left-hand, in which case the thrust is self-contained in the shaft itself, and there is absolutely no end thrust against the face of the bearing. This involves a double outfit throughout, and is not always practicable.
There are few mathematical equations necessary for the dimensioning of a worm and worm gear. The formulae for the tooth parts as given on page 120 apply equally well in this case.
Practical Modification
The discussion of the efficiency £ of the worm and worm gear is more of a practical than of a theoretical nature. It seems to be true from actual operation, as well as theory, that the steeper the threads the higher the efficiency. In actual practice we seldom have opportunity to change the slope of the thread to get increased efficiency. The slope is usually settled from considerations of speed ratio, or available space, or some other condition. The usual practical problem is to take a given worm and worm gear, and to make out of it as efficient a device as possible. With hobbed gears running in oil baths, and with moderate pressures and speeds, the efficiency will range between 40 per cent and 70 per cent. The latter figure is higher than is usually attained.
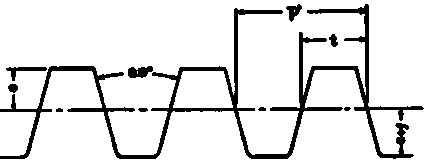
Fig. 46.
To avoid cutting and to secure high efficiency, it seems essential to make the worm and the gear of different materials. The worm-thread surfaces being in contact a greater number of times than the gear teeth, should evidently be of the harder material. Hence we usually find the worm of steel, and the gear of cast iron, brass, or bronze. To save the expense of a large and heavy bronze gear, it is common to make a cast-iron center and bolt a bronze rim to it.
The worm, being the most liable to replacement from wear, it is desirable so to arrange its shaft fastening and general accessibility that it may be readily removed without disturbing the worm gear.
The circular pitch of the gear and the pitch of the worm thread must be the same, and the practical question comes in as to the threads per inch possible to be cut in the lathe in the production of the worm thread. The pitch must satisfy this requirement; hence the pitch will usually be fractional, and the diameter of the worm gear, to give the necessary number of teeth, must be brought to it. While it would perhaps be desirable to keep an even diametral pitch for the worm gear, yet it would be poor design to specify a worm thread which could not be cut in a lathe.
The standard involute of 14½°, and the standard proportions of teeth as given on page 120, are usually used for worm threads. This system requires the gear to have at least 30 teeth, for if fewer teeth are used the thread of the worm will interfere with the flanks of the gear teeth. This is a mathematical relation, and there are methods of preventing it by change of tooth proportions or of angle of worm thread ; but there are few instances in which less than 30 teeth are required, and it is not deemed worth while to go into a lengthy discussion of this point.
The angle of the worm embraced by the worm-gear teeth varies from 60º to 90°, and the general dimensions of rim are made about the same as for spur gears. The arms, or the web, have the same reasons for their size and shape. Probably web gears and cross!-shaped arms are more common than oval or elliptical sections.
Worm gears sometimes have cast teeth, but they are for the roughest service only, and give but a point bearing at the middle of the tooth. An accurately hobbed worm gear will give a bearing clear across the face of the tooth, and, if properly set up and cared for, makes a good mechanical device although admittedly of somewhat low efficiency.
Fig. 47 shows a detail drawing of a standard worm and worm gear. It should serve as a suggestion in design, and an illustration of the shop dimensions required for its production.
Continue to:
My Books

