Bevel Gears
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Bevel Gears
Notation
The following notation is used throughout the chapter on Bevel Gears:
A = Apex distance at pitch element of cone (inches). A1= Apex distance at bottom element of tooth (inches). B = Angle of bottom of tooth (degrees). C =Pitch angle (degrees). D =Pitch diameter (inches). E = Radius increment of gear (inches). F = Face of gear (inches). / = Cleerance at bottom (inches). G = Angle of face (degrees). H = Cutting angle (degrees). K =Radius increment of pinion (Inches). N = Number of teeth. Nl = Formative number of teeth, or the number corresponding to the spar gear on which the outline of tooth is made.
0 D= Outside diameter (inches).
P = Diametral pitch related to pitch diameter (teeth per inch).
P1 =Circular pitch measured on the circumference of D (inches).
S = Working strength of material (lbs.
s =Addendum, or heinht or tooth above pitch line (inches).
s + f = Depth of tooth below pitch line (inches).
T = Angle of top of tooth (degrees).
1 =Thickness of tooth at pitch line (inches). W = Working load at pitch line (lbs.). V = Factor in "Lewis" formula.
Sider bevel gears as the form. The pitch surfaces of spur gears described above as cylinders, mathematically considered, are cones whose vertices are infinitely distant, while bevel gears likewise are based on pitch cones, but with a vertex at some finite point, common to the mating pair. Hence, as we might expect, the laws of tooth action are similar in bevel gears to those in the case of spur gears. The profile of the tooth in the former case, however, is based, not on the real radius of the pitch cone, but on the radius of the normal cone ; and in the development of the outline the latter is treated just as though it were the radius of a spur gear. The tooth thus formed is wrapped back upon the normal cone face, and becomes the large end of the tapering bevel-gear tooth (see Fig. 44).
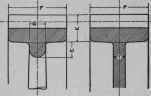
Fig. 42.
The teeth of bevel gears, being simply projections with bases on the pitch cones, have a varying cross-section decreasing toward the vertex ; also a trapezoidal section of root, the latter section acting as a beam section to resist the cantilever moment due to the tooth load.
The arms must, as in the case of spur gears, transmit the load from the tooth to the shaft; in addition, the arms of a bevel gear are subjected to a side thrust due to the wedging action of the cones. Hence sidewise stiffness of the arms is more essential in this type of gear than in the case of the spur gear.
Theory
It is evident that the calculation of tooth strength based on a trapezoidal section of root would be somewhat complicated; also that the trapezoid in most cases would be but little different from a true rectangle. Hence the error will be but slight if the average cross-section of the tooth be taken to represent its strength, and the calculation made accordingly.
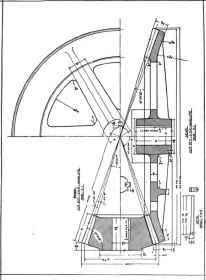
Fig. 43.
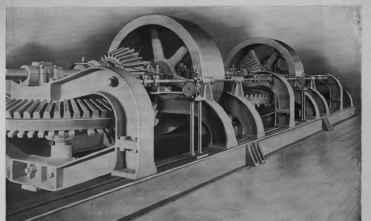
POWER CONNECTION INSTALLATION FOR HEAVY DUTY. Jame, Leffels and company.
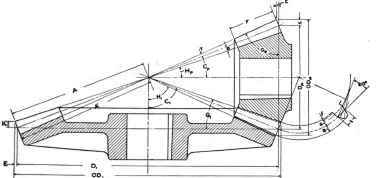
Fig. 44.
Fig. 45 shows a bevel-gear tooth with the average croas-sec-tion in dotted lines. For the purpose of calculation, the assumption is made that the section A is carried the fall length of the face of the gear, and that the load which this average tooth must carry is the calculated load at the pitch line of section A. This is equivalent to saying that the strength of a bevel-gear tooth is equal to that of a spur-gear tooth which has the same face, and a section identical with that cat out by a plane at the middle of the bevel tooth. The load, as in the case of the spur gear, should be taken at the top of the tooth; and its magnitude can be conveniently calculated at the mean pitch radius of the bevel face, without appreciable error.
This similarity to spur gears being borne in mind, the calculation for strength needs no further treatment. Once the average tooth is assumed or found by layout, a strict following-out of the methods pursued for spnr-gear teeth will bring consistent results.
The detail design of a pair of bevel gears involves some trigonometrical computations in order properly to dimension the drawing for use in finishing the blanks and subsequently in cutting the teeth, or, in the case of cast gears, in making the pattern. These calculations, although simple, are yet apt to be tedious; and inaccuracies are likely to creep in if a definite system of relations be not maintained. Hence the results of these calculations are given below in condensed and reduced form. The deduction of these formulas is a simple and interesting exercise in trigonometry; and it is urged that they be worked out by the student from the figure, in which case he will feel greater confidence in their use.
Axes Of Clears At 90 Degrees
Use subscript 1 for gear; P for pinlon. Letters refer to Fig. 44.
P = N / D = π/ p1 . (72) s = 1 / p = p1 / π. (71) t = p1 / 2 = π / 2 p. (72)

Fig. 45.
f = t /10 = p1 / 20 = π / 20p. (73) tan Cp = Np / N1; tan C1 = N1 / Np. (74) tan T = s/ A = 2 sin C / N. (75) tan B = s + f / A = 2.314 sin C / N (76) s + f = A tan B = 1.157 / P = 0368P'. (77)
A = N / 2P sin C = 1 / 2P √ Ni2 + Np1 =1/2 √ D12 + Dp2. (78)
A1 = A / cos B = N / 2P cos B sin C (79)
G1 = 90°- (C1+ T); Gp = 90º - (Cp + T). (80)
E = S cos C1 = S sin Cp . (81)
K = S cos Cp = S sin C1. (82)
Practical Modification
The practical requirements to be met in transmission of power by bevel gears are the same as for spur gears; but in the case of bevel gears even greater care is necessary to provide stiffness, strength, true alignment, and rigid supports. As far as the gears themselves are concerned, a long face is desirable; but it is much more difficult to gain the advantage of its strength than in the case of spur gears, because full bearing along the length of the tooth is hard to guarantee.
The rim usually requires a series of ribs running to the hub to give required stiffness and strength against the side thrust which is always present in a pair of bevel gears. Instead of arms, the tendency of bevel-gear design, except for very large gears, is toward a web on account of the better and more uniform connection thereby secured between rim and bub. This web may be lightened by a number of boles, so that the resultant effect is that of a number of wide and flat arms.
The hubs naturally have to be fully as long as those of spur gears, because there is greater tendency to rock on the shaft, due to the side thrust from the teeth, mentioned above.
The teeth on small gears are cut with rotary, cutters, at least two finishing cuts being necessary, one for each side of the tapering tooth. The more accurate method is to plane the teeth on a special gear planer, and this method is followed on all gears of any considerable size. The practical requirement here is that no portion of the hub shall project so as to interfere with the stroke of the planer tool. The requirements of gear planers vary somewhat in this regard.
Finally, after all that is possible has been done in the design of the gear itself to render it suitable to withstand the varied stresses, especial attention must be paid to the rigidity of the supporting shafts and bearings. Bearings should always be close up to the hubs of the gears, and, if possible the bearing for both pinion and gear should be cast in the same piece. If this is not done, the tendency of the separate bearings to get out of line and destroy the full bearing of the teeth is difficult to control. Thrust washers are desirable against the hubs of both pinion and gear; also proper means of well lubricating the same.
With these considerations carefully met, bevel gears are not the bugbear of machine design that they are sometimes claimed to be. The common reason why bevel gears cut and fail to work smoothly, is that the gears and supports are not designed carefully enough in relation to each other. This is also true of spur gears, but the bevel gear will reveal imperfections in its design far the more quickly of the two.
Continue to:
My Books

