Drop Forging
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Drop Forging
Development
Drop forgings were made first about 60 years ago, and from the necessarily crude methods which were first employed, the art of forging has developed into one of the largest branches of the mechanical arts. Great advancement has been made within the last few years, so that its scope of usefulness, as well as possibilities, are practically unlimited. This progress has been made possible by scientific investigations, improved machinery and die materials, and especially by the exhaustive study of steel and its treatment.
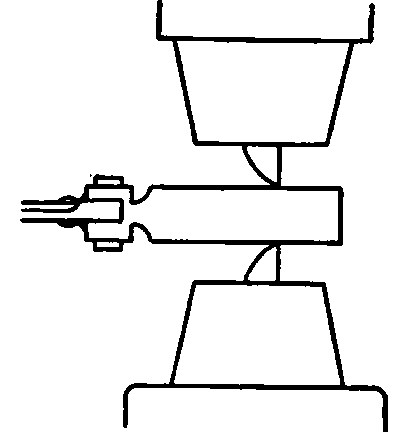
Fig. 168. Starting Connecting Rod Forging.

Fig. 169. Drawing Out Connecting Rod.
The early history of drop forging shows that more or less depended on the skill of the blacksmith. He was obliged to work out the material by hand almost to the desired shape, then, with the aid of portable tools which were used in conjunction with the power and the steam hammer, the forgings were finished to uniform size. Corresponding to the development of machinery along other lines, however, it was only natural that the same progress should affect the forging business.
The sewing-machine, shoe-machine, harvester-machine, and automobile industries have been more instrumental than any other agencies in bringing stamp or drop forging to its present simplicity. From the fact that drop forging is purely mechanical, the word simplicity clearly signifies the methods used, which effect a wonderful reduction in the cost of production.
Forgings can be made in greater variety, and those that are most difficult or even impossible to finish over the anvil are made with apparent ease under the drop hammer. There seems to be no limit to design, and the best feature of all is that the work is done more accurately, imparting a finish to every detail.
From the fact that to a great extent drop forgings have replaced malleable-iron castings, there is no doubt that new fields have opened to create a demand for forgings greater than would have developed if the mechanical world had been obliged to depend on the former methods of hand forging.
Process
Drop forgings are made by the use of dies. These dies are made in two parts and into them are sunk exact impressions of the parts wanted. One-half of the die is securely attached to the base of the hammer, the upper part being fastened to the ram which travels vertically between two guides. By continually raising and dropping this ram, the heated metal which is held between the two parts of the die is forced into the impressions cut into the dies. In forcing the metal into the die, there is a small amount called the flash, which overflows the impression. This flash is removed by a heavy turning press to which are attached dies cut to the correct size and shape to finish the forging.
In the process of forging, a thin scale is formed on the forging proper. This scale has to be removed in order that the finished forging may be clean and smooth, and this is accomplished by a pickling process or by sand blasting. The pickling process consists of dipping each forging in a strong solution of acid which eats off all the scale.
Fig. 171. Steps in Purging Lathe Dog.
Drop Hammer
To meet the requirements of an up-to-date forge shop, either of the types shown in Figs. 19 or 133 are suitable. They are almost indestructible machines, the capacity of which seems to be limited only by the ingenuity of the die sinker. The bases are of cast iron and in one piece, a weight ration of 15:1 between base and hammer being adopted. If the hammer weighs 2,000 pounds the base would weigh 30,000 pounds.
Specimens Of Drop Forging
The light work illustrated in Fig. 170 is a group of drop-forged tools made by J, H. Williams and Company, Brooklyn, NewYork, and shows some of the possibilities of drop forging.
Referring to Fig. 171, 1 is a portion of steel bar from which 1 1/2-inch lathe dogs are forged in a 1,000-pound drop hammer; 2 is the material after sizing in an edger and being cut out on the side, also showing the tang or sprue by which the operator holds the piece - 3 blows of the hammer are required at this stage; 3 is the forging after the material has been further spread or "broken down" in the blanking or the roughing impression of the die - 6 blows of the hammer are required here; 4 is the dog fully forged and with tail bent in the same operation, showing the fin or flash thrown out between the dies while forging - 6 to 7 blows of the hammer are required.
In Fig. 172 are shown the different steps for making an S-wrench in four operations, from stock 1 1/3 inch wide and 1/2 inch thick, as at I; 2 shows the rough-ing-die work; 3 shows the forging hammered down with flash not removed; 4 shows the forging finished and the flash trimmed off.
Continue to:
My Books

