Malt
Description
This section is from the book "The Engineer's And Mechanic's Encyclopaedia", by Luke Hebert. Also available from Amazon: Engineer's And Mechanic's Encyclopaedia.
Malt
Grain which has become sweet from the conversion of its starch into sugar, by an incipient growth or germination artificially induced, called malting. In malting barley the usual method is to steep the grain in a sufficient quantity of water for two or three days, till it swells, becomes plump, somewhat tender, and tinges the water of a bright brown or reddish colour. The water being then drained away, the barley is spread about two feet thick upon a floor, where it heats spontaneously, and begins to grow by first shooting out the radicle. In this state the germination is stopped, by spreading it thinner, and turning it over once every four or five hours for two days; after which it is again made into a heat, and suffered to become sensibly hot to the hand, which usually takes place in from twenty to thirty hours; when it is spread out to cool, and afterwards dried upon the kiln, by a low and continuous heat, which renders it dry and crisp. The common malt-kiln is a square building, widening gradually within, from the fire-place to a floor above, on which the malt is laid.
It may be compared to an inverted pyramid, having a fire-place in its vertex, and its base covered by a floor, on which the malt is dried by the heat, and more or less smoke according to the nature of the fuel and management of the fire), which ascends from the fire beneath. The floor is usually formed of tiles supported upon iron bars; the tiles have large holes made nearly through them from the lower side, and then very small holes pricked entirely through them. In some kilns webs of wire, covered with hair-cloth, are used instead of the perforated tiles. The fuel commonly used is either coke or stone coal; sometimes wood, and the hot-air that passes through the malt, has previously passed through the naked fire. An improvement in this respect has, however, been lately introduced, which, by means of a cast-iron tube, open externally to receive the air, and extended across the furnace and horizontal flue to acquire heat, thus delivers the air to the malt at an elevated temperature, and free from smoke, as well as other impurities.
Distillers and brewers, whose buildings are so relatively situated, may thus lead the air cylinder for their malt kilns through the furnaces of their stills or boilers, and thus save the necessity of a distinct furnace for the malt, and a great portion of the cost of fuel.

An important improvement in malt kilns was introduced by Mr. Salmon, a maltster of Stokeferry, in Norfolk, in 1829, and for which he took out letters patent. This consists in admitting a portion of the hot-air from the flue into the part of the kiln above the malt, during the process of drying, instead of causing all the hot air to pass through the malt according to the customary practice. The object of this arrangement is to promote the evaporation, and to carry away the moist air instead of allowing it to be again condensed, and deposited on the surface of the malt. The grain floor of the kiln is made in the usual way, a portion of the heated air passing through the small perforations therein; but the hot air is admitted into the upper part of the kiln through large openings furnished with tubes, or by small flues which extend higher than the surface of the malt on the floor, and thus a portion of the hot air is conveyed in a dry state to the space above the surface of the malt. The vapour that arises from malt when drying in the kiln, is discharged into the air through a hood or cowl, which turns round by means of a vane, so that the opening shall always be in the opposite direction to that from which the wind blows: but the aperture of the common cowl always remains of the same magnitude, and therefore the draft through the fire admits of no accurate regulation; and malt-houses are not unfrequently set on fire in making high-dried malt, because the fire is not perfectly manageable.
Mr. Perkins, of Stanstead, in Hertfordshire, has, however, invented a cap (for which he received an honorary medal from the Society of Arts), possessing all the advantages of the common cowl, with the additional one of regulating the opening, and consequently the draft and intensity of the fire. It also entirely excludes wet when the wind is still and the rain falls perpendicularly in showers, which is not effectually done with the common cowl, to the great injury of the malt lying on the floor, and the rusting of the wire-work when that material is employed for the floor. Fig. 1 in the engraving on p. 124, represents the turn-cap a a and the neck b b in section; c c a square iron bar or spindle, sliding through a square hole in the middle of the iron plate or bar in d, and through another in the middle of the beam e; the cap a a turns upon the upper cylindrical portion of this bar, and the bar itself is supported and hangs entirely on the chain f attached to the pulley g, which is mounted on a carriage on the beam e; on the same axis is a larger pulley h with a chain attached to it at i, and from which a chain and weighty hangs, sufficient to balance the weight of the sliding bar c, and turn-cap a a.
By raising the weight j the cap is lowered and finally shut; and on lowering the weight the cap is raised quite up, or held at any intermediate height. Fig. 2 is a section of the neck between the bars d and e. Fig. 3 is a top view of the bar d, showing the hole through which the spindle passes; k, Fig. 3, is a similar iron bar across the cap a a. The chain f should be attached quite close to the bar c c, to lessen its tendency to lean on one side. Malt may be dried upon the same kilns as are used for drying grain generally; see the article Kilns.
Fig. I.

Fig. 2.
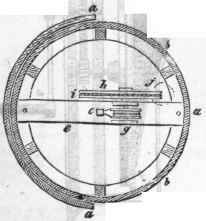
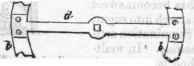
Fig. 3.
Continue to:
My Books

