379. Equipment for Flanging by Hand
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
379. Equipment for Flanging by Hand
Fig. 228 shows a flanging clamp for holding plates for straight flanging. Angle bars of various curvatures over their angles are furnished for placing over the lower clamp to give the desired curvature to the flange. When the plate is clamped, the flange is beaten down and finished to shape by hard-wood mauls and other hand tools.
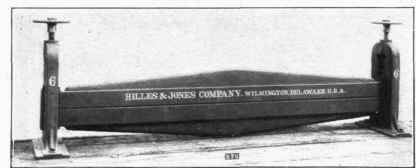
Fig. 228. - Flanging Clamp.

Fig. 229. - Flanging Former.
Fig. 229 shows a cast-iron former F made for flanging special shapes. The sheet to be flanged must be held down either by bolts which can be quickly adjusted or by some other means such as the bar B, hook H and iron block K. The hook can be quickly hooked under the edge of the former, and the block is pressed securely on the plate.
Heavy hickory mauls are used to beat the flange down, and long-handled flatters and fullers are used to shape the flange exactly after it is turned by the mauls. Sledges must be used with caution if at all, as they scar the flange and may endanger its strength or at least may cause a bad joint between the scar and the plate on which it laps.
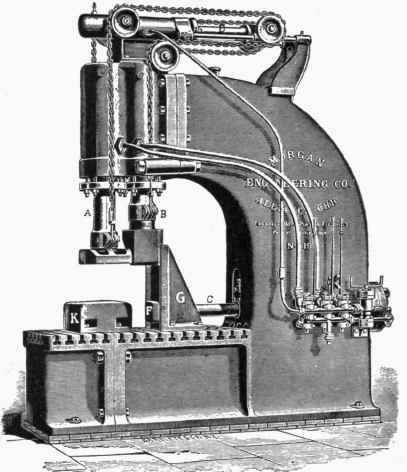
Fig. 230. - Hydraulic Flanging Press.
Continue to:
My Books

