Engraving Tools
Description
This section is from the book "American Library Edition Of Workshop Receipts", by Ernest Spon. Also available from Amazon: American Library Edition Of Workshop Receipts.
Engraving Tools
These consist of gravers, tint-tools, gouges or scoopers, flat tools or chisels, and a sharp-edged scraper, something like a copper-plate engravers' burnisher which is used for lowering the block. Of each of these tools several sizes are required.
Gravers
The outline tool Fig. 5, is chiefly used for separating one figure from another, and for outlines. A is the back of the tool; B, the face; C, the point; D is technically termed the belly. All the handles when received from the turner's are circular; but as soon as the tool has been inserted, a segment is cut away from the lower part so that the tool may clear the block. The blade should be very fine at the point, so that the line it cuts may not be visible when the block is printed, its chief duty being to form a termination to a number of lines running in another direction. Although the point should be fine, the blade must not be too thin, for it would then only make a small opening, which would probably close up when the block was put in the press. When the tool becomes too thin at the point, the lower part must be rubbed on a hone to enable it to cut out the wood instead of sinking into it. Nine gravers of different sizes, starting from the outline tool, are sufficient for ordinary work. The blades as made arc very similar to those used in copperplate engraving; the necessary shape for wood engraving is obtained by rubbing the points on a Turkey stone.
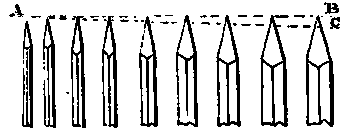
The faces, and part of the backs, of nine gravers of different sizes, are shown on Fig. 6; the dotted line, A C, shows the extent to which the tool is sometimes ground down to broaden the point. This grinding rounds the point of the tool, instead of leaving it straight, as shown at A B. Except for the parallel lines, called tints,'these gravers are used for nearly all kinds of work. The width of the line cut out is regulated by the thickness of the graver near the point, and the pressure of the engraver's hand.
Fig. 5.
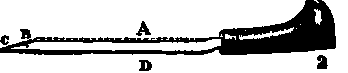
Fig. 6.
Tint-Tools
The parallel lines forming an even and uniform tint, as in the representation of a clear sky, are obtained by what is called the tint-tool, which is thinner at the back, but deeper at the side, than the graver, and the angle of the face at the point is much more acute, as shown on Fig. 7: A is a side view of the blade; B shows the faces of nine tint-tools of varying fineness. The handle is of the same form as that used for the graver. The graver should not be used in place of the tint-tool, as from the greater width of its point a very slight inclination of the hand will cause a perceptible irregularity in the distance of the lines, besides tending to undercut the line left which must be carefully avoided. Fig. 8 shows the points and faces of the two tools, from a comparison of which this statement will be readily understood. As the width of the tint-tool at B is little more than at A, it causes only a very slight difference in the distance of the lines cut, if inclined to the right or the left, as compared with the use of the graver. Tint-tools that are strong in the back are to be preferred as less likely to bend, and giving greater freedom of execution than weak ones.
A tint-tool that is thicker at the back than at the lower part, leaves the black raised lines solid at their base, as in Fig. 9, the block being less liable to damage than in the case of Fig. 10, in which the lines are no thicker at their base than at the surface. The face of both gravers and tint-tools should be kept rather long than short; though if the point be ground too fine it will be very liable to break. When, as in Fig. 11, the face is long, - or, strictly speaking, when the angle formed by the plane of the face and the lower line of the blade is comparatively acute, - a line is cut with much greater clearness than when the face is comparatively obtuse, and the Email shaving cut out turns gently over towards the hand. When, however, the face of the tool approaches to the shape seen in Fig. 12, the reverse happens; the small shaving is rather ploughed out than cleanly cut out; and the force necessary to push the tool forward frequently causes small pieces to fly out at each side of the hollowed line, more especially if the wood is dry. The shaving, also, instead of turning aside over the face of the tool, turns over before the point, as in Fig. 12, and hinders the engraver from seeing that part of the pencilled line which is directly under it.
A short-faced tool of itself prevents the engraver from distinctly seeing the point. When the face of a tool has become obtuse it ought to be ground to a a proper form; for instance, from the shape of the figure A to that of B, Fig. 13.
Fig. 7.

Fig. 8.

Fig. 9.

Fig. 10.
Fig. 11.
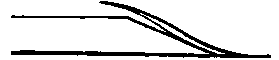
Fig. 12.
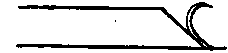
Fig. 13.

Preparing Gravers And Tint-Tools
Gravers and tint-tools, when first received from the makers, are generally too hard - a detect that is soon discovered by the point breaking off short as soon as it enters the wood. To remedy this, the blade of the tool must be tempered to a straw colour, and either dipped in sweet oil, or allowed to cool gradually. If removed from the oil while it is still of a straw colour it will have been softened no more than sufficient; but should it have acquired a purple tinge, it will have been softened too much, and instead of breaking at the point, as before, it will bend. A small grindstone is of great service in grinding down the faces of tools that have become obtuse. A Turkey stone is a very good substitute, as, besides reducing the face, the tool receives a point at the same time; but this requires more time. Some engravers use only a Turkey stone for sharpening their tools; a hone in addition is of great service. A graver that has received a final polish on a hone cuts a clearer line than one which has only been sharpened on a Turkey stone; it also cuts more pleasantly, gliding smoothly through the wood, if it be of good quality, without stirring a particle on either side of the line.
Continue to:
My Books

