Wire Insulating
Description
This section is from the book "American Library Edition Of Workshop Receipts", by Ernest Spon. Also available from Amazon: American Library Edition Of Workshop Receipts.
Wire Insulating
(A) A new method of insulating electric wires has recently been adopted in Germany Paper is first of all prepared by soaking in an ammoniacal solution of copper, a process which confers upou the paper durability and makes it in). prepared is now applied to the wires to be insulated, by means of a special machine, after which treattment the coated wires are dried, and finally passed through a bath of boiling lin-
(b) Having had occasion for a year to apply for the decoration of articles of jewellery, the procedures pointed out by Nobili and Becqueiel for obtaining coloration by means of baths of alkaline plumbates and ferrates, I observed that the articles thus coloured became- absolutely proof against all galvanic action; that is, their surfaces, when once coated with peroxide of lead or of iron, were insulated, and no longer conducted the electric current. A wire of copper, brass, or even iron, may thus be coated with an insulating layer like a stratum of resin or gutta-percha. This principle, I believe, admits of easy utilisation in preparing wires and cables for use in telephony and telegraphy. The method of obtaining this insulating stratum is, from an industrial point of view, very practicable, and the cost trifling. The hardness of this coating, which resists all atmospheric action, is a guarantee of its durability. The insulation is absolute. The method of preparation is very simple. A bath of plumbate of potash is prepared by dissolving 10 parts litharge in 100) of water, to which have been added 200 of caustic potash, and boiled for about 1/2 hour. It is allowed to settle, decanted, and is then ready for use.
The wire to be coated with peroxide of lead is attached to the positive pole, and a small platinum anode to the negative. Finely-divided metallic lead is precipitated upon the negative pole, and the wire is coated with peroxide of lead, which passes successively through all the colours of the spectrum. The insulation is complete when it takes a brownish-black colour. The wire thus covered is quite insensible to electric action. Articles perfectly cleaned may be attached to it, and connected with the negative pole of a gilding, silvering, or nickeling bath without the current, however powerful, producing any action upon the objects to be coated. Such a wire, if placed in a circuit, and brought in contact with another wire in connection with a galvanometer, leaves the latter entirely unaffected. (Wiedemann.)

Electric welding.
(c) Fig. 181 shows a simple insulating cleat made of "celluvert" or "karta-vert," largely used in America for telegraph, telephone, electric light, and electric bell (inside) wiring, and meets its intended purpose admirably, as it is at once strong, light, and cheap. Unlike other cleats or staples, it cannot readily be shattered by an ill-directed blow from a workman's hammer while being fastened down with nails or tacks. These cleats are made for single or double wires, but it will be seen that by cutting a double cleat across the centre it will answer for a single wire.
Joining
The following directions for making joints in conductors for the arc and electric lights are reproduced from Munro and Jamieson's 'Electrician's Pocket-book.'
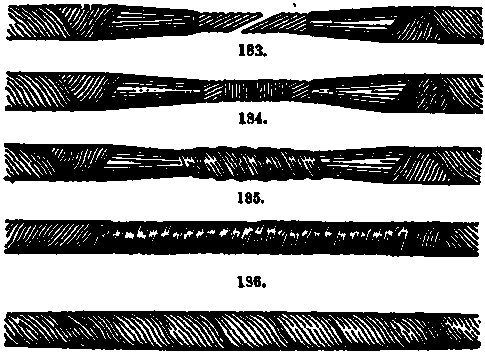
In preparing the ends of the principal conductors, remove the two external tapes for a length of about 5in. from each end to be joined. Remove the rubber and the internal layer of tape for about 1 1/2 in., and lay the wire bare with emery-paper (Fig. 182). Solder together the wires that compose the cable for a length of about 1 in., and bevel off the two extremities with a fine file. Bring the two bevelled ends together, and solder them in such a way as to obtain a conductor of uniform thickness. Wind a fine copper wire spirally around the joint, and solder the whole together as sfyown in Fig. 183, and always use rosin instead of acid as a flux.

Insulating cleat.
Afterward, to apply the insulating material, take a very sharp knife and work the rubber to a point for a length of 1/2 in. from the conductor, and cover the metallic joint with a layer of prepared cotton tape 5/8 in. wide (Fig. 184).
Over the tape wind spirally a band of pure rubber 3/4 in. wide (stretching it well in doing so), and cover the joint with a series of wrappings running alternately to the right and left, until it gets to be as thick as the rubber covering of the wire, or a little thicker. This stage is shown in Fig. 185. After this, it is necessary to apply a small quantity of a solution of rubber to each layer, and allow the alcohol sufficient time to evaporate before putting on another layer.
This effects a union of the different layers of rubber. The external covering of the conductor is composed of two layers of prepared tape, 5/8 in. wide, applied in opposite directions, with a strong gum lac varnish between them, and above these, again, a layer of impermeable tape, with a coat of varnish over all (Fig. 186). Care must be taken to keep the hands, tools, and materials clean and dry.
These instructions apply to the principal conductors. In branch lines for incandescent lighting, the extremities are prepared by removing the braid, tape, and rubber for a length of about 4 in. at each end, and unwinding the cotton covering of the conductor for about 1 1/2 in. The extremities of the wire are then cleaned with emery-paper and beveled off with a fine file, as shown in Fig. 187. The two beveled edges are then brought together and soldered, while a thin copper wire is wound around as before (Fig. 188). The metallic joint is then covered with the thin layer of cotton that has previously been unwound from the extremities (Fig. 189).
Over this cotton covering there is wound spirally, and in a contrary direction, a ribbon of pure rubber, 5/8 in. wide (cnre being taken to stretch it as before), until an insulation of the desired thickness is obtained (Fig. 190). In this case also a solution of rubber is applied to each layer in order to make the whole solid.
Finally, two layers of felt tape, 5 in. wide, are applied in an opposite direction, with an intermediate layer of strong gum lac, and, over all, a coat of varnish (Fig. 191).
Joining wires.
In T-shaped joints of branch wires for incandescent lighting the ends are prepared by removing from the principal conductor 5 in. of the two eiternal layers of tape. After this the robber covering and internal tape are removed from the wire for a length of 1 1/2 in.; 8 in. of the external covering and tape are removed from the end of the wire that is to be joined to the principal conductor. Tha two layers of rubber and the cotton are afterwards drawn back for 3 in. and the rubber is removed - the cotton being left for covering the metallic joint. The wires that compose the conductor should be soldered together, and the solid wire wound 2 or 3 times around the principal conductor and afterward 3 or 4 times upon itself.

Joining wires.
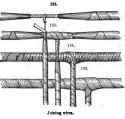
Then the whole is soldered together (Fig. 192). Each end of the principal conductor must be worked to a point with a very sharp knife for 1 1/2 in., and the solid wire be covered with cotton up to its junction with the principal conductor and all around. The metallic joint must be covered with a wrapping of cotton tape covered with rubber (Fig. 193).
A well-stretched band of pure* rubber, ■§ in. wide, is applied spirally, the winding being begun at the rubber covering of the solid wire, running to and around the joint, and as far as the rubber covering at each end of the principal conductor - thus forming a series of layers in opposite directions, until the desired thickness is reached (Fig. 194).
As in the preceding cases, it is also necessary here to apply the solution of rubber between the layers. Externally, the wire is protected by two layers of prepared tape ( 5/8 in. wide), wound around in an opposite direction with an intermediate coating of a concentrated varnish of gum lac, then above this an envelope of impermeable tape, and finally a coat of varnish (Fig. 195). All these operations must be performed with the greatest neatness and with dry hands.
Continue to:
My Books

