Sheet Metal Joints. Continued
Description
This section is from the book "Practical Sheet And Plate Metal Work", by Evan A. Atkins. Also available from Amazon: Practical Sheet And Plate Metal Work.
Sheet Metal Joints. Continued
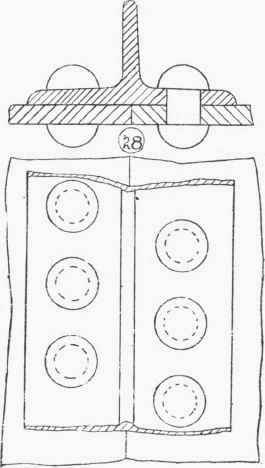
The next joint (2) is known as a countersunk or flush joint, and is used either for soldering or riveting where one face of the article is required to be level or flush. The crease also adds stiffness to the joint, and assists to keep the edges of the metal on the lap close down to the surface of the sheet or plate; (3) is a joint that is sometimes used for fixing a bottom in an article, either by soldering or riveting; the edge of the body of vessel is turned or flanged inside; (4) is an edge-over joint, generally used for readily attaching bottoms to articles by soldering and occasionally by riveting; (5) shows a riveted joint for sheet metal, the width of lap usually being about six to eight times the diameter of rivet. It is not the general custom to punch holes in the laps of thin metal before lapping over: the rivets are, as a rule, drawn through the two thicknesses of metal with a rivet-set or fetcher-up (Fig. 326), hammered down, and then snapped with the cup on upset. In making this kind of a joint the plan followed is to place the rivet on a stake or bar, bring the joint over it, and tap with the hammer, the position of the rivet being at once seen by the slight mark or bright spot on the sheet; the article is then moved until it is found that the rivet is in its right position on the lap, it is then drawn through as before mentioned. Workmen - such as bucket makers and others of this class - become remarkably skilful in this blind kind of riveting.
Fig. 326.
The grooved joint (6) and (7) is perhaps the most universally used of all forms of jointing, and whoever invented it certainly conferred an enormous benefit on all classes of sheet metal workers. In making the joint, the edges of the metal are bent over, either with a mallet on a hatchet-stake or in a folding machine, and hooked together as in (6), and the seam placed on a bar or other tool, and grooved by hammering a groover (Fig. 327) whilst it is being moved along the seam. Care must be taken that the groover does not cut or mark the metal on either side of the groove. The joint is now flattened down with, in the case of thin metal, a mallet; and thick metal, a flat-faced hammer. An enlarged view of the finished seam is shown in (8). In a shop where much pipe or other grooved work is done, it is worth while having a grooving machine. The same kind of joint is shown in (9) as a longitudinal seam for a pipe. It should be observed that one edge of sheet is folded down and the other up.
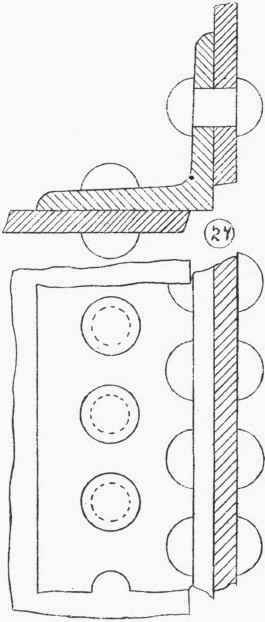
In (10) and (11) a countersink or inside groove is shown. The use of this is to avoid having projections on the outer surface of an article. It is also used in jointing the zinc lining in coal-buckets, scoops, and similar things. For work of large diameter, where a groover can be used inside, this joint will be made in the ordinary manner; but for small work the edges are hooked together as in (6), the article slipped over a bar with a square edge, and the groove sunk with mallet or hammer.
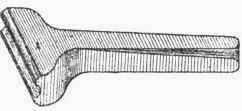
Fig 327.
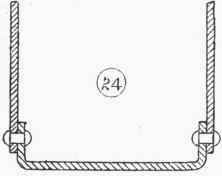
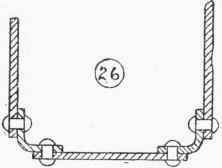
(15) is known as a "paned down" joint, and is a ready-means of edging a bottom on to an article. The body is stretched or flanged first, and the edge of bottom is turned up all round, as shown by dotted lines, the bottom slipped on to body and then paned down. In (12) the same joint is shown bent over again. This is known as a "knockedup" joint, and is commonly used for fastening bottoms on to all kinds of sheet metal vessels. If made properly, both this and the ordinary grooved seam should be water-tight without being soldered; but, of course, a better job is made if soldered as well. If an article is made up in black iron and then galvanised, no soldering should be needed. A similar joint to above is shown in (13), and in this form is used in seaming the corners of boxes or trunks. Another modification of this joint is shown in (29) and (30), and is used for joining together two pipes - end on, and also for attaching a neck or collar to the body of an article.


A cash-box joint is illustrated by (14); the object of this is to get the knock-up inside the box, and also to have the outside of corner flush.
Two further methods of jointing are explained by (16) and (31): they are sometimes used in fixing bottoms to articles.
The joint in (32) and the bottom seam in (33) are ways that are employed to attach bottoms and tops on articles by the use of the spinning lathe or other machine. The method of jointing in (33) can also be used with advantage in fixing the bottom and top on to a closed vessel such as a cylindrical hot-water tank or other similar vessel.

To fasten a bottom and foot in an article with one joint, as in the case of a coal-bucket, the plan of joining shown in (17) and (18) is followed. The latter joint being, of course (17), knocked up.
In (19) a sketch is given of what is known as a double-grooved joint. This is an excellent plan for firmly holding together the edges of round or straight-sided articles made out of heavy metal which is too strong to be grooved in the ordinary way. It will be seen that the strap is a separate strip of metal, which, after being bent, is slipped over the two edges, and then hammered down.
Continue to:
My Books

