Brazing
Description
This section is from the book "Welding Theory, Practice, Apparatus And Tests Electric, Thermit And Hot-Flame Processes", by Richard N. Hart. Also available from Amazon: Welding: Theory, Practice, Apparatus And Tests, Electric, Thermit And Hot-Flame Processes.
Brazing
Iron, brass, copper, gold, and silver are the metals joined by brazing. The process is briefly: fluxing the metals at the joint, adding the brazing mixture called "spelter," heating until the spelter melts and works into the joint, finishing the brazed joint with the proper tools.
The flux used is either borax or boracic acid. The latter is used because it is cheaper; but for other than rough, commercial work borax is the btter. Borax should be burnt or calcined before using to drive off the water of crystallization. If this is not done, the borax will swell up under the flame, will blister, jump, and much of it be lost. Whereas calcined borax simply melts on the metal, runs over the surface in a thin glass, and cleans the surface of oxid and grease.
Before applying the flux, it is well to clean the metal with a file and remove all grease with a rag or alkali water.
Besides borax there are a number of other chemicals which can be used, such as zinc chlorid, sal ammoniac, common salt, and the corrosive acids. None of these are as good as borax. The first two are properly soldering fluxes, the third melts too readily, and the acids are liable to remain in the brazed joint and to decompose it slowly.
1Proclamation of the Boston Society of Civil Engineers, May 20, 1903.
A number of patent powders and liquid fluxes are now on the market. They are mixtures of the common fluxes in such form that they can be easily applied to the work.
Spelter for brazing is used to cover a range of hard and soft alloys, though spelter is supposed to be a half-and-half alloy of copper and zinc. Hobart1 gives the following table of brazing alloys:
Brazing alloys | Tin | Copper | Zinc | Antimony |
Hardest............. | o | 3 | 1 | o |
Hard (spelter)........ | o | 1 | 1 | o |
Soft................. | I | 4 | 3 | o |
Softest.............. | 2 | o | o | 1 |
English books mention spelter as composed of 1 part of fine brass, 1 part zinc - in other words, 2 parts zinc, 1 part copper. The hardest spelter will give the strongest joint, provided the spelter amalgamates perfectly at the joint. It will also require the hottest flame to melt and will be more difficult to handle. Softer spelters give softer joints, work in easier, and are cheaper to handle. Brass and iron joints that do not have to stand strain nor long time test are brazed with softer spelters. Spelter is powdered or filed into shavings, and mixed with the flux; or it is cut into thin strips or small chunks.
The torch, for brazing or soldering, is used when the work is not on a large piece or when a forge is not handy. A gasoline or kerosene torch can be used for small work. A blacksmith's forge is better, because the piece can be heated slowly and evenly, and cooled the same way. The same restrictions apply for all fuel used as apply for welding (see page 4). The fuel should be free from sulphur and soot and the flame should be non-oxidizing. In the case of coal and coke, do not let the fuel touch the parts to be brazed.
As in welding, a gas flame is the best. The operator can build up a furnace of fire-brick, with one or more nozzles of gas pipe intruding. He can then regulate the size and direction of the flame, and heat and cool the work slowly and evenly.
1 "Brazing and Soldering," James F. Hobart, 1908.
Brazing work requires high temperatures: for iron it is done at a bright red, almost white, heat. This explains why the flame should be reducing and free from sulphur.
The gas flame varies from a blowpipe flame to that given by a two-way injector tube made of gas piping (see Fig. 89). The flame is a bunsen flame, with a blue cone.
To braze requires considerable variation in practice, according to the work at hand. Suppose the worker is about to braze together two cast-iron pieces of a fractured bar. He first cleans the ends of the bar at the fracture by filing and scraping away all grease and paint and then cleans the fracture with a wire brush. He then brushes the borax on the fresh surfaces or, in case a liquid preparation is used, he applies it with a brush. He then places the pieces together as he intends to braze them, resting them on fire-brick, and builds up a little oven of brick around and over the pieces, leaving one wall of the oven open for the flame (see Fig. 90). When brazing pieces or mending fractures, always press the surfaces as closely together as possible. No joint is too tight for the spelter to enter, while the tightest joint will be the strongest.
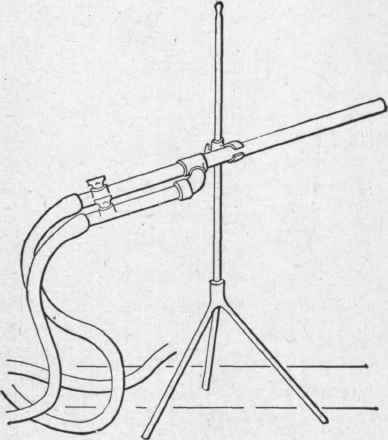
Fig. 89. - Air-gas torch for brazing.
The burners are then brought up in front of the open oven and pointed at the work. These burners, for job work, are commonly made of two-way gas pipe with rubber hose for leading tubes. One tube carries the gas, the other the air blast. The air-blast tube is straight and draws in the gas by injection. The air blast is made by a motor-driven fan. For convenience these gas-pipe torches are swiveled on tripods. The air blast is started, the gas turned on, and the operator regulates the flame to an even blue cone by turning the cocks. The flame is directed at the work and kept there until the brazing is done. At a bright red heat, the operator sprinkles more brazing powder or borax on the edges of the fracture, and works it back and forth with an iron spatula. This cleans the iron surfaces at the fracture, so that the spelter will wet the iron and run down into the fracture; next he shovels some spelter over the fracture and works it back and forth as it melts down. If the fluxing has been right, the spelter will slip down into the crack and fill up the entire fissure, wetting the iron surfaces, and the excess will run out of the lower crack of the fracture.
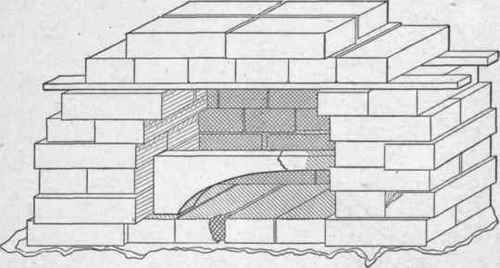
Fig. 90. - Makeshift brick furnace for brazing; showing broken casting in position.
The operator now turns off the flame and allows the work to cool. Cast iron will cool quickly; but if the piece to be mended is at all intricate or has long arms, care must be taken to allow for equal cooling and shrinkage.
Care must be taken in heating the work to be brazed that the heating is done evenly and that no part is overheated. In the case of brass, overheating spoils the metal as it burns out the zinc to some extent. A safe method in brazing brass is to paint the piece over with a graphite preparation, except where the brazing is to be done. The graphite is indifferent to flame and flux and will prevent the zinc from volatilizing. One of the objections to soft spelter is the amount of zinc it contains.
In the making of a number of utensils brazing plays an important part. For this reason it is important to do the work quickly. Much repeat or stock brazing is now done by immersion, the same as iron is tinned. The pieces to be brazed are painted with graphite wherever necessary, are heated, and then plunged into a bath of melted spelter, on the top of which floats the melted flux. The flux cleans all of the metal unprotected by the paint, and then as the pieces are lowered further into the bath, the melted spelter readily wets the fluxed surfaces and brazes the pieces.
In brazing gold and silver, the alloy used is commonly a mixture of spelter with gold and silver; sometimes antimony, arsenic, etc., being added to reduce the melting point and to make the alloy fluid. This means that the process is really a soldering one. Brazing of gold and silver is a jeweler's art. It is done with small pieces and needs only a foot blast or a mouth blowpipe for the flame.
A brazed joint is commonly considered to be stronger than the adjacent metal. A brazed cast-iron piece will never fracture at the braze. Tests of well-brazed joints show them to to be from 10 to 25 per cent, stronger than the iron. A brazed joint is inferior in a number of ways to a welded joint. In the first place, the electrical conductivity is not equal to the piece brazed. Then there is the danger that free acid, pieces of flux or rust have been left in the joint and will lessen the strength at once or by slow action. Then, under water, a brazed joint may become an electric couple, and the metal may slowly disintegrate. Lastly, it is found that brazed joints will not stand concussion tests as well as welded joints. This is attributed to the presence of zinc, which is said to weaken the joint by its presence in the alloy.
Aside from these objections, a brazed joint is apt to be stronger than a weld, is generally cheaper, easier to make, takes less skill, apparatus, and time, and is often quite good enough for the purpose.
Continue to:
My Books

