The Mold. Continued
Description
This section is from the book "Welding Theory, Practice, Apparatus And Tests Electric, Thermit And Hot-Flame Processes", by Richard N. Hart. Also available from Amazon: Welding: Theory, Practice, Apparatus And Tests, Electric, Thermit And Hot-Flame Processes.
The Mold. Continued
There are a number of instances where the shoulder must be machined off, though the weld must be as strong as the rest of the piece, as in the case of rails, bearings, etc.
Most welds permit of as large a shoulder as is needed, as in the case of ship stern-posts.
To make sure that the metal of the shoulder adheres to the parts, the latter should be made hot before the thermit is poured. If the shoulder is simply a loose collar of metal around the part, it does not add to the strength of the weld. Where the welded part is subject to bending stresses, it is important that the shoulder be knit to the surface of the parts welded. The company recommends heating the parts to redness if possible before pouring the thermit.
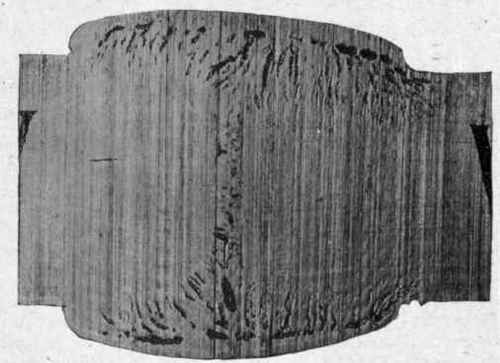
Fig. 73. - Reproduction of photograph of a weld showing "blow" holes.
It is claimed that the air holes and shrinkage cavities, which thermit steel sometimes shows, are also due to insufficient heating (see Fig. 73). Where the parts to be welded are quite cold, it is probable that the thermit steel freezes as soon as it touches, causing imperfect circulation around the joint, and hence allowing a faulty structure in the weld.
Blow holes and separation planes are two of the common diseases of the thermit weld. Faulty mixing of the thermit "tonics," improper preheating, and improper pouring or tapping are all blamed for these defects.
Setting The Pieces
Where two pieces of iron of more than 1-inch section are to be joined, it is best to allow a 1/2 inch space between the abutting ends, for it is necessary that the thermit have free flow around the ends. It must either melt the abutting ends or there must be a passage between them for the thermit to flow.
In the case of rails, the ends of the rails are brought close together, as the thermit can easily melt the ends. The same is also true in the case of small rods and pipe. It is important to keep the rails in perfect alignment while welding.
In the case of locomotive frames where it is doubtful whether the thermit could melt its way into the fracture, the operator drills a line of 1/2-inch holes down the break; through these holes the thermit enters (see Fig. 85). Also in the case of anchor flukes, ship's stern- and rudder-posts, large castings, such as anvils, hydraulic hammers and presses, etc.
In the case of locomotive frames and driving-wheel spokes the shrinkage of the joint on cooling will spoil the piece if not allowed for. The locomotive frame is jacked open from 1/8 to 1/16 inch before the mold is placed. In the case of the driving-rod equal expansion of the other spokes on the piece can be had by heating short sections of each spoke to redness until the weld around the broken spoke begins to set. All the spokes will contract together and the strain will be minimized.
Cleaning The Pieces
The thermit reaction consists in the reducing of iron oxid by aluminum. Hence it is supposed that the thermit steel, when molten, will clean the scale off the joint to be welded. So it will; but this scale will go into solution as iron oxid. If there is much scale on the joint, the thermit joint will become full of iron oxid and will be "burnt" and brittle. Contrary to the advise contained in the company's directions, I would recommend that the pieces be kept as clean of scale as possible. If they are heated to redness in preheating, of course fresh scale will be formed. But the operator should begin by cleaning his pieces with sand blast or sand-paper or by tapping.
As with ordinary blacksmith welds, it is also important to rid the joint of grease by mechanical means or by scouring it with dilute alkali.
Preheating
It is necessary to heat with a torch all pieces about to be joined, for the reason that the molten thermit must meet a hot responsive surface of metal when it flows into the mold. If poured into a cold mold and on to a cold joint, the thermit may be chilled enough to make it flow slowly and imperfectly. The result will be an imperfect junction, and the shoulder of the weld may be full of air-holes and minute cleavage planes from rapid cooling. Do not rely on the great heat of thermit, but preheat in all cases except butt-welding.
For most work a gasoline or benzene torch is good enough. The flame is fairly neutral and will not form scale very fast.
For heating very large pieces, several torches are often needed. In shop repairing, producer gas may be used; and in this event the burner can be made to give a reducing flame, which will prevent scale from forming.
As to temperature, the joint should be at least hot enough to vaporize water drops with violence. It is well to heat the joint to redness where it can be done. But where the pieces are large, they will conduct the heat away from the part where the flame is playing; the operator must be satisfied with a temperature ranging about 300 deg. Cent.
Continue to:
My Books

