Chapter III. Hand-Made Pipes
Description
This section is from the book "Plumbing Practice", by J. Wright Clarke. Also available from Amazon: Modern plumbing practice.
Chapter III. Hand-Made Pipes
We have already referred to drawn pipe and heavy pipes with "burnt" seams. There are other ways of making them, and I have specimens of strong 1 1/2-inch service pipes, as Figures 13 and 14, with "wiped" soldered seams. There appears to have been two ways of shaving them ready for soldering, practised by two different masters, who are reported to have been the best in the trade - this was 70 or 80 years ago - and who appear to have had almost a monopoly. A great deal of hand-made pipe is used nowadays, but only of a large section, say, from 3 inches in diameter upwards. When preparing to make this pipe the lead is cut into strips, generally 10 feet long, and the width equal to the perimeter of the pipe to be made. The lead is then dressed out perfectly flat. Most good tradesmen use a flapper, made out of a remnant of sheet-lead, to avoid making tool marks on the lead. The edges of the lead are then planed perfectly straight and parallel, and "soiled" for about 1/2-an-inch in width to prevent any solder that might run through from tinning on the inner side. The lead is then next folded round a wooden mandrel, this being generally a little larger than the intended pipe. Care must be taken not to make the edge of the lead ragged, and also to avoid using the dresser as much as possible. A good plumber can generally get the lead tight on the mandrel by rolling it backwards and forwards on the bench, and then taking the back side of his dresser, which should not have any roughness, and rubbing the edges of the lead down perfectly smooth. The mandrel is then drawn out, and the edges of the lead soiled on the outside for about 2 or 3 inches each side of the intended seam, and then shaved with a gauge hook, Figure 15, to the desired width. For small pipes, as 3-inch, about 1/4-inch is shaved on each edge, which makes a 1/2-inch seam, and for 4-inch the shaving is a little wider. Some plumbers can draw a 1 1/2-inch seam, but it is much easier to make it if smaller. The shaved parts are then "touched" - that is, a tallow candle rubbed on to prevent oxidation or tarnishing; neatsfoot oil is used sometimes instead of the candle. It is a good plan to rub touch on the soiled parts, as they sometimes have a little roughness to which the solder clings. This also prevents the water used by the "swabber" from softening the soil, so that it comes off.
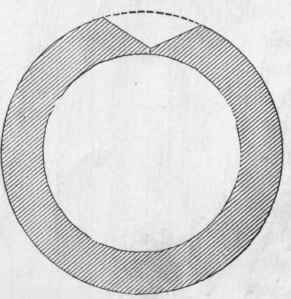
Figure 13.
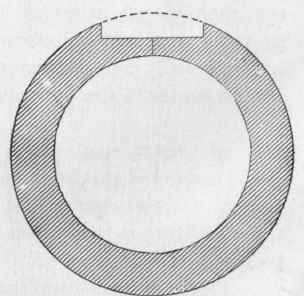
Figure 14.
Up to this part of the preparation the seam is gaping open; it is now pressed together and tacked. This is generally done with a red hot plumber's iron, filed quite smooth, and a piece of shaved lead, and the two edges of the pipe melted with the iron at the same time, the mate holding something inside the pipe to prevent a hole being burned through. Some plumbers burn these tacks about a foot apart all down the seam, and others only tack the ends of the pipe; whilst others again do not go to the trouble, but tie them with pieces of copper wire, or fix wooden clamps to prevent the ends of the seam gaping open so that the solder runs through.
When everything is prepared, the pipe, as described, and fixed perfectly level from end to end; the irons cleaned and heated to a bright red, but not too hot, which would oxidize the solder and convert part of it into dross, and so spoil the appearance of the seam; the solder heated to the proper degree, so that it can be poured on without burning holes through the pipe, and also carefully skimmed of dross; the " mate ' with a bowl of clean water and a small sponge, or a piece of lead, or other sheet-metal, made in the form of a small cone, Figure 16, with a small hole in the point over which he can place his finger so as to let a small stream run at pleasure; the plumber begins by taking a ladleful of solder in one hand (usually the right, few men can use the left) and a hot iron in the other, and pours on the seam. As soon as the solder has heated the pipe sufficiently, the iron is drawn slowly and carefully on each side of the seam so as to melt off the superfluous metal, and cause the part remaining to flow until it is perfectly smooth on its surface. During the whole time that the iron is at work more metal is being poured on by the plumber as he walks slowly backwards.
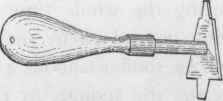
Figure 15.
As soon as about 4 to 6 inches of the seam is made the mate presses the sponge, or removes his finger from the orifice of the cone described above, and which is commonly called a " swab," and allows a small stream of water to flow, he slowly moving it backwards and forwards across the soldered seam. A great deal of practice is required to draw a seam with metal and irons. Beginners, as a rule, watch their iron so carefully that they forget to keep pouring on more solder, or they look to the ladle hand so much that they forget to use the iron. Some plumbers seem as if they never could use both hands at the same time, so that their seams always look patchy, as if made in short sections. Some men use a ladle with a small hole in the lip for pouring, so that the solder can only run as fast as necessary.
There are very few mates who can swab properly, and that is of as much importance as drawing the seam. If too much water is put on it cools the work so that the solder sets too fast, or, if the swabbing is done too close to the plumber it has the same effect, also causing steam to get into his eyes so that he cannot see properly. On the other hand, if the mate does not use enough water, or does not follow up quick enough, the solder cracks, and, at the same time, the part opens where the metal is melted, and some of it runs through and hangs down inside, which, if not removed afterwards, causes obstructions round which passing objects can cling. He must also pass his swab backwards and forwards across the seam, as if he allows the water to fall on it perpendicularly a depression is left on the surface of the solder.
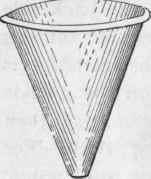
Figure 16.
Hand-Made Pipes
The spare solder on each side of the seam sometimes clings to the sides of the pipe. This should be pushed off with a piece of wood so as not to scratch the soil. If this is not done a channel is formed down which the water can run, and spoil the plumber's heat, and if he should happen to pour any solder on this water its sudden conversion into steam might cause the metal to blow and do the men an injury. The seam should be swabbed at intervals of not more than 2 inches, and when it is done regularly it looks very nice when finished, and even when the pipe gets old and the seam as black as the lead, the swabbing can still be seen.
When preparing the seam it should be shaved rather deep so as not to leave a thin edge to the solder, Figure 17, and when soldering care should be taken not to get too much heat on, or the seam will not stand up bold and full. If the seam is badly prepared, or if the soil gets scratched by rubbing the iron too hard upon it, it is necessary to cut and trim the edges of the solder, but this should be avoided as much as possible. If all grease is removed off the lead, and care taken with the soiling, there is no necessity to touch it up afterwards. If the pipe is to have a " wiped " seam it is prepared in the same manner as for drawing, but it is generally shaved a little wider. The plumber pours as for drawing and wipes with his left hand, holding his cloth between his thumb and two forefingers, and generally using a small and rather thin cloth. The mate swabs as for drawing, but in this case a sponge is best to use, as it can be lightly passed over any black, dirty-looking marks which the cloth sometimes leaves on the solder. Some mates can make the seam look smart by swabbing on alternate sides which gives a pretty appearance,
Figure 17.
Figure 18.
In some parts of the country, instead of drawing seams with irons and common plumbers' solder (of two parts by weight of lead and one of tin), a finer kind of solder is used (containing a greater proportion of tin), and a copper bit is used, but this is generally looked upon as very inferior work, because the seams are generally made small, and by inferior tradesmen, who, perhaps, have not sufficient practice to draw seams in the manner described above.
Figure 18.
Pipe with soldered seam would last but a very short time, that is, when in contact with some kinds of acids; and even when used as soil pipe the soldered seam is generally the first part to go, so sometimes the pipe seam is " burnt " up. This is done with the aero-hydrogen blow-pipe, and is commonly known as " patent burning; " some call it autogenous soldering. This is very rarely done, as very few plumbers know how to do it. Nor is burning likely to come into general practice, especially at the present time when pipe-makers have got their machines to such perfection that they guarantee pipes of equal substance throughout. Neither is it always convenient to carry a burning-machine about from job to job. Some men don't care much about using it, there being some little risk with the gas, and a great many say that after using it for some time they cannot very well see to read small printed matter, showing that it has an injurious effect on the eyes.
When preparing the seam for burning, the lead is turned on a mandrel in the same manner as described for soldering seam pipe, excepting that it is not necessary to soil any part, no flux is required, and a strip of clean lead is held so as to melt on the seam instead of solder. Most plumbers prefer the seamless machine-made pipe, as it is much easier to bend.
Continue to:
My Books

