Chapter II. Lead Pipes
Description
This section is from the book "Plumbing Practice", by J. Wright Clarke. Also available from Amazon: Modern plumbing practice.
Chapter II. Lead Pipes
I have tried to find out who first made lead pipe without seam, and have not succeeded in getting the inventor's name, but have seen a machine for casting small pipes. The date, 1639, was cast upon it. This was called a " staffing and burning machine," and consisted of an iron mould made in two halves, and a core or mandrel of the same material, slightly longer than the mould. The mould was about 21 inches long, and after being put together and fastened with screw-clamps, it was placed on its end, as shown at Figure 6, and melted lead poured into it. When the lead was set the mould was opened and the piece of pipe drawn upward on the mandrel, but not quite off it. The mould was then replaced and more molten lead poured in until it was full to overflowing, so that the end of the first piece that was cast became fused or melted and so joined to it. After this became cool enough it was drawn upward, and the whole operation repeated until a pipe was made of the length required. This machine was for making 3/4-inch bore pipes.
For making larger pipes the lead was cast or rolled into sheets, and then cut to the size required and folded into the form of the pipe. This was then tightly filled with moistened sand. The edges of the lead to be joined were cleaned or shaved the required width, and pieces of iron, called "clams," placed on each side, so that the seam was left the proper size. Or, sometimes the pipe was buried in sand and a furrow left over the part to be joined, with weirs at intervals for excess of lead to flow away. Lead melted and heated to redness was then poured quickly on the part to be joined until it was fused, the superfluous molten metal flowing away over the weirs, or, as some plumbers call them, the "gates." After pouring lead on as described, and before it sets, it should be probed with a piece of wood to make sure that the edges of the lead pipe are melted, care being taken not to disturb the sand core, as if that were done the pipe would be rough inside. Where it is intended for use as a pump-barrel this would have an injurious effect on the pump-bucket, and also prevent the proper quantity of water being discharged at each stroke of the handle, by allowing part to escape past. The pipe should be laid on its side and carefully levelled before pouring the lead on the seam, or it would be thicker at one end than the other. After the lead is set the sand is all cleaned off and the raised seam trimmed up and left as shown in section, Figure 7. This old way of making lead pipes for pump-barrels is still followed in some parts of the country, and also in certain factories for special pipes for conveying certain kinds of acids, etc.

Figure 6.
Bends of heavy lead are usually made in halves, and have a seam " burnt " (as it is commonly called) on each side, and when these bends are turned in more than one direction, it follows that the seams can only be made in short sections.
Sometimes heavy lead pipes are fitted and joined together with flanged ends and belts, and although lead pipes of a light section can have flanges tafted, they are stronger with ends cast on them. This is done by filling the end of the pipe for some distance with wet sand, as at A, Figure 8, and then standing it upright with more sand on its outside, with the necessary space indented to the size and form of the flange required. The lead must be red hot and free from oxide, or what is commonly called "dross," and must be poured as quickly as possible until the end of the pipe is completely fused, the superfluous molten lead flowing away as before described. Even after it is supposed that the union is complete, the pouring should be continued for some little time, as it frequently occurs that the part which can be seen at B is fused long before the part at C, and hence the pipe is weak just where a strain may be brought to bear when making a bolted connection. It is always necessary to cast these flanges a little thicker than required, as the lead shrinks in cooling, and leaves the surface so rough that it requires trimming. When pouring the lead on to the part to be united, good-sized ladles should be used, and great care must be taken not to disturb the sand by pouring from too great a height; doing this also cools the lead. For making large work it is sometimes necessary for two or three men to be pouring at the same time, and others fetching more melted lead to take their places in pouring. There must not be any delay, as the lead gives up its heat to the surroundings so quickly that it is soon set.
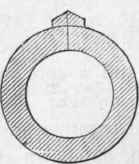
Figure 7.
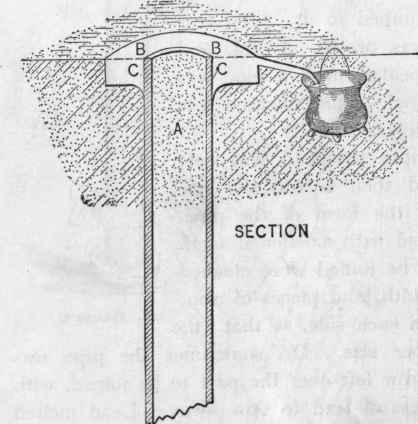
Figure 8.
The earliest record of any patent for making lead pines appears to have been granted, a.d. 1741, to James Creed, who invented a machine " for cutting sheet-lead into any required breadth, for the making of water-pipes of any diameter and strength, * * * and the slips of lead so cut are turned up into pipes by means of rollers of wood, iron, etc., * * * and at the same time the edges are scraped fit for soldering by a tool fixed on the frame."
There must have been some improvement after this in the making of lead pipes, for in the year a.d. 1790 a patent was granted to John Wilkinson, whose specification says: "I cast the lead in lengths, as is practised in the common way. This is put upon a polished rod or round mandrel of iron, or any other metal, such mandrels being made of different lengths and diameters, according to the size that is wanted. This rod or mandrel, with the cast-lead upon it; is put repeatedly through or between rollers with grooves of different sizes, according to the external diameter required, and extended to the length or thickness ordered, or drawn through gauges or collars of different dimensions upon said mandrel, each succeeding collar being less than the former, etc."
About seven years after the above patent was granted, a great stride was made by Joseph Bramah, the inventor of the valve water-closet, who took out a patent for preserving and drawing off liquors. Among the instruments described are "sundry tubes," and a method of making them.
On referring to this sketch of the pipe-making machine, Figure 9, it will be seen that it is literally a "lead-squirting machine," a title for which, I think, we have to thank the Americans, whose laconic description at once conveys to the mind the process, and which requires very little more explanation. It has been stated that Bramah never made pipes with his machine, that being impossible, but the idea originated with him, and other people have only improved upon it.
In the drawing, - A is an iron melting pot; B, an iron or brass pump; C, the suction valve; D, the mould or tube; E, the core or mandrel; F, the fire; G G are flues; and H is the pipe as it issues from the nozzle of the mould.
The modern way of making drawn-lead pipes, from the smallest size used up to 6 inches in diameter, consists in filling a cylinder (which is kept heated by a fire and the necessary flues) with melted lead.
The bottom of the cylinder, which is movable and fits tightly inside the cylinder, is attached to the piston of a hydraulic ram, fed from an accumulator charged by pumps worked by a steamengine. The cylinder being charged with lead, and the engine started, the bottom is forced upward, causing the lead to escape through the die situnted on the top. As the pipe issues from the orifice, it would naturally fall sideways and "buckle"; to obviate this, a cord is attached to the end of the pipe, and continued over a pulley fixed above the machine and kept taut by a man having hold of the other end. This is for pipes made and kept in straight lengths. Small-bore pipes, which are made in long lengths, are slowly wound on a drum by a man, who turns the drum fast or slow as the pipe issues from the machine.

Figure 9.
Note. - Figure 9 is incorrectly drawn. A slotted guide should be shown at * instead of the pin or bolt.
In addition to pipes of a round section, there are manufacturers who have machines for making them of a square section. This square pipe is perfectly true and even in substance, and there is no reason why any other shape should not be made, say, for instance, with moulded front running parallel with the length. Some architects prefer lead rain-water pipes to iron ones, but they must either be content with plain round pipes or else pay rather heavily for hand-made ornamental ones, which often prevents their being used.
Most pipe-machines have the mandrel or core attached to the bottom of the cylinder, as shown at Figure 10. This mandrel gets bent at times, so that it is nearer to one side of the die or orifice than to the other, with the result that the pipe, as it issues, is thicker in substance on one side than the other. As the strength of a chain is only equal to its weakest link, so the strength of a pipe is only equal to that of its weakest side. Some makers, to obviate this, and get the pipe perfectly true and even in substance, put a bridge or guide-piece inside the cylinder some little distance from the top (see Figure 11, which is a section on C C, Figure 10), so that the mandrel may pass freely upward, but the same manner as the ordinary lead pipe, excepting that the lead "slug" is cast with a hole through its centre, in which is placed a core equal to the internal diameter of the pipe to be made. The space between the core and the lead slug, which is left large or small according as it is intended the substance of the tin pipe shall be, is filled up with tin. When the whole is heated and forced through the die it is found that the two metals issue in the proper proportions, are perfectly true in section, and, on being cut open and bent or twisted in any direction, cannot be separated.
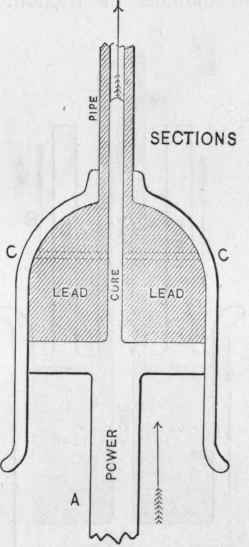
Figure 10.
The two metals do not mix and form an alloy, as would appear probable at first sight, and when the specific gravities are compared one would be apt to think that the lead would sink to the bottom, but it is found possible to make this pipe of equal substance both in cross and longitudinal sections.
Continue to:
My Books

