Chapter IV. Pipe Bending And Elbows
Description
This section is from the book "Plumbing Practice", by J. Wright Clarke. Also available from Amazon: Modern plumbing practice.
Chapter IV. Pipe Bending And Elbows
To properly bend a piece of pipe it should be heated in the throat and kept cool at the heel or outside of the bend. All bends should be made on the bench and not in their position. A great many men think that to bend a 1/2-inch or 3/4-inch pipe before fixing is a waste of time, as it can so easily be bent in its place. This is a great mistake, as when bending around corners, the pipe generally buckles, and so contracts the water-way that a smaller-sized one with the bend properly made would allow as much water to pass through in a given time as the larger pipe with the obstruction. This applies to either waste or service pipes; in the former case the bend should be larger rather than less in diameter, for if a waste pipe should get choked by any means so that the force pump or a cane will not remove the obstruction, and the pipe has to be cut open, the cause of. stoppage will be found at the bends.
Before describing the usual modes for pipe bending, just a few words on the way that the pipes get ill-used. In the first place, lead being very soft, it is rarely that pipes made of it come in to the plumber's hands in the condition in which they leave the mills. Large sizes are generally laid on their sides and packed over each other, so that the top ones bruise those beneath, especially when they have to travel over rough roads for any distance; and even when conveyed by rail and securely packed with straw, sawdust, or other padding, they often get flattened by carelessness in moving the case about. Smaller-sized pipes, when made into coils of 30 feet and upward, are rolled about, so that the outside parts get flattened by the weight of the rest pressing upon them, and this evil is aggravated if the coil is rolled over any inequalities, such as stones, etc. To get these bruises out of the pipe is the plumber's first care, as he cannot do so after it is bent or in its position. Sometimes this forms a considerable item in the day's work, and the man has to work hard and yet get no credit for it. The simplest way to get the pipe into shape again, is to have a short tapering wooden mandrel, with one end the same size as the pipe and the other smaller and rounded. This is driven through the pipe, and should be followed by another one made parallel. As this is being driven through, any projections on the outside of the pipe should be dressed down, either by a soft wooden dresser or a lead flapper, and in such a way that as few tool marks as possible are left to disfigure the pipe.
Small-sized pipes, as a rule, are much thicker in proportion than large ones, so that when they get bruised on one side there is generally a corresponding bulging on the other; this bulging can generally be dressed in, and the pipe made to return to its original shape.
It is nearly always found necessary to straighten pipes, and this should be done on the bench as far as possible, especially when they are going to be fixed in a position where they can be seen. If this is done in their place they frequently get bruised on the back side, and sometimes the plumber tries to knock them straight, with the result that they get full of bruises and tool marks and are otherwise disfigured. A piece of soft wood and a hammer are best for straightening lead pipes so as not to leave any tool marks. When pipes are going to be laid in a trench or beneath flooring, where long easy bends will do, it may not be necessary to spend much time on them; but it matters not whether they are service or waste pipes, or pump suctions, they should always be fixed as straight as possible, and all bends must lay flat or they may become air-bound.
If a small pipe is to be bent cold, it is sometimes a good plan to slightly flatten the sides the reverse way to which it is going to be bent, and then make the bend, taking care not to make it too sharp so as to cripple the throat.
When bent cold, the usual result is that the pipe becomes reduced in thickness at the heel of the bend, B, Figure 19; at the same time it gets thicker in the throat, A; whereas, if the throat is heated first and the heel kept cold, we get it much thicker at A, and B is scarcely affected at all, but remains its original thickness. If the water-way becomes reduced at the bend of a small pipe, and it is some distance in from the end, there is no means of getting it out; but as a rule small pipes can be bent to a larger radius in proportion to their size than large pipes, so it is scarcely ever necessary to cripple them by making them too sharp. If the bend is near the end of the pipe the throat can be worked up with a hammer and bent piece of round iron called a bolt. When starting to make a bend of this kind the bolt is generally used to pull the ends of the pipe round, with the result that the pipe is almost invariably cut with it. Sometimes the piece is torn off at A, Figure 20. After it is pulled round, the bolt has its end pushed under the buckle, B, and is then hammered so as to force it outwards. If the end of the pipe is pulled too far it has to be pushed back again, as there is no room to get the bolt in; or, if the bolt is driven in with the hammer, the lead is worked into a buckle instead of being distributed sideways into the cheeks. On looking at the sketch, Figure 21, it will be seen that the plumber cannot get his tool under the buckle shown by dotted lines, so that part, instead of being worked up to G, is driven into lumps at D. A sharp bend cannot well be made at one bending, so it is much better to make it in two. Some plumbers have steel bolts, but a good tough iron one is better, as the hammer does not glide off so easily, and neither does it spoil the hammer-face so soon. The end of the bolt should be quite smooth and perfectly round, so as not to make indentions inside the pipe, and should be as large as can be got into the pipe. If the bolt is a good length it does not jar the hand and hurt the wrist so much as when a short one is used. Sometimes a joint is made at right angles to the pipe at the extreme end, and is commonly called a knuckle-joint. To prepare the pipe for this, a piece is generally cut out of the side, as shown at Figure 22; the part at A is worked up with the hammer and bolt, and B bent upward, which causes the sides to bulge out. These sides are dressed or worked up (with a small hand dummy held inside if the pipe is large enough for it) so as to draw the lead out and prevent it becoming too thick, so that when the soldered joint is made, it may not look heavy and clumsy. When made, the bend presents the appearance shown in sketch, Figure 23. The foregoing description applies to bends made on pipes varying from 1/2 inch to 2 inches in diameter, but is sometimes applied to larger-sized pipes.

Figure 19.
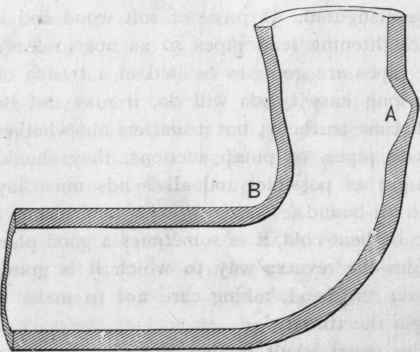
Figure 20.
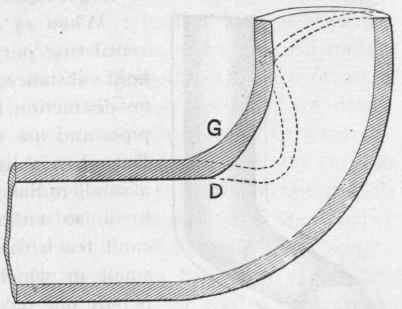
Figure 21.

Figure 22.

Figure 23.
Continue to:
My Books

