Taper Attachment For Lathes
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Taper Attachment For Lathes
The common method of turning a taper on a piece in a lathe is described in Chapter XIV (Lathe Work Continued) and is very easily done. The tail stock is set off center a sufficient distance to give the required taper, which may be done on the South Bend lathes as indicated at Fig. 323-A. The tail stock clamp is loosened and set screw F is unscrewed the proper distance, then set screw G is turned in until the tail stock is stopped by set screw F. The tail stock is then clamped to the bed and a chip is taken. Test the piece to make sure that the taper is correct by trying in tapered hole it is to fit.
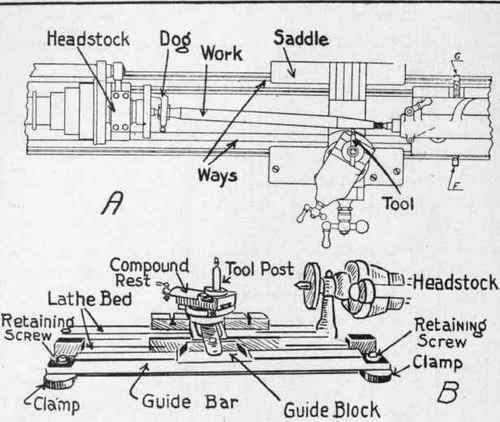
Fig. 323. - How to Turn Tapers in a Lathe. A - By Offset Tail Stock.
B - With Taper Attachment.
Where a large number of taper pieces are to be turned in duplicate, as in manufacturing, a taper attachment as shown at Fig. 323-B may be employed. This is fitted to the rear V of the lathe bed by two clamps and the position of the guide bar regulating the taper is easily altered by changing the angle of the guide. A block runs along the guide bar and moves the tool post carriage in or out by a connecting bar. The desired angle of the guide bar is set by loosening the retaining screws at each end and setting it at the inclination desired, after which the screws are again tightened down.
Continue to:
My Books

