Exercise I. To Turn A Cylinder Material: Gum Wood, Whitewood, Pine
Description
This section is from the book "Wood Turning", by George Alexander Ross. Also available from Amazon: Wood Turning.
Exercise I. To Turn A Cylinder Material: Gum Wood, Whitewood, Pine
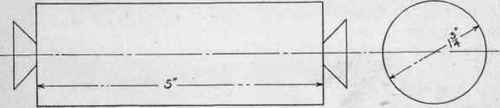
LIVE CENTER END
DEAD CENTER END
Fig. 29
No simpler form can be turned than that shown in Fig. 29. It is a plain cylinder, the dimensions of which, when finished, are 5" X 1 3/4".
1 Read instructions before beginning any work.
Turning makes use of two methods of cutting; namely, "paring" and "scraping." The student should give close attention to each method as it is applied in the various exercises, so that he may come to know which method is the better one to use on a given piece of work.
To turn the cylinder. The rough stock will be 2" x 2" x 6", and square on the ends; by drawing the diagonals as in Fig. 30, the center of the piece will be found at the intersection of the lines. Take a center punch or some suitable tool, and mark the centers; then mount the work on the lathe. To mount the work. Place the point of the live center in the punch mark at one end; then push the tail stock up toward the work until the point of the dead center is in the punch mark at the other end. Clamp the tail stock to the bed. Force the centers into the work by turning the hand wheel on the tail stock; then loosen up the dead center until the cone pulley and the piece of stock revolve freely. Then set the tool rest and clamp it into position. Put a little oil on the dead center, and everything will be ready for the cutting. For the paring cut, the tool rest should be set as shown at A, Fig. 31, and for the scraping cut, as - at B, Fig. 31.
The necessary steps to take in working out this exercise are shown in Fig. 32.
The first operation in turning is called "roughing down." This is done by using the gouge.
To use the gouge, notice the method of holding it, as shown in Fig. 33. The left hand, back up, is placed on top of the gouge, which is held by the third and little fingers; the right hand is at the end of the handle; the elbows are kept as close to the operator's sides as possible. The tool is now laid on the rest, the fleshy part of the hand touching the rest. The body is as nearly "square on" to the lathe as it is possible to be, and still have a natural position when at work; it leans slightly forward, with the legs slightly apart and the left foot a little advanced. Commence cutting at the right-hand or dead-center end of the piece, and make the cut by raising the handle of the gouge with the right hand. This will cause the cutting edge of the gouge to go down into the work (see Fig. 34). By repeating the operation until the other end is reached, the corners will be cut off. A straight sweep can now be made from end to end by holding the gouge steady and swaying the body and hands. Do not twist the body or try to cut by moving the hands alone. Take one or two sweeping cuts; then try for dimensions with the calipers (see Fig. 35). Leave enough for the paring, or finishing, cut. ___________________________________
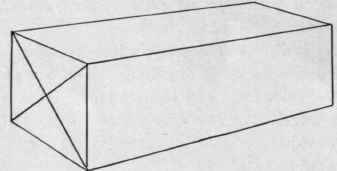
Fig. 30.
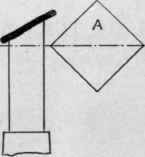

Fig. 31.

Fig. 32.

Fig. 33.

Fig. 34.
The paring cut, or finishing cut, is made with the skew chisel. This cut is probably the most difficult of all for the beginner to learn, but when it is learned the greatest difficulty in turning has been overcome. The skew chisel is held in the same manner as the gouge (see Fig. 33). In applying it, hold the bevel on the work, as shown in Fig. 36, the cutting edge held oblique to the axis of the work. The long or acute point must be kept clear of the work, and the short side of the chisel should be in contact with the rest.
The angle at which the chisel is held to the axis of the lathe depends on three things : first, the amount of skew, or bevel, the chisel is ground at; second, the height of the operator; third, the adjustment of the rest on the lathe.
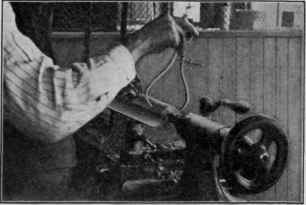
Fig. 35.

Fig. 36.
As stated before, the angle of the acute point of the chisel should be about 75°; the adjustment of the rest is made by the student to suit his own height.
In Fig. 36 is shown a general view of the method of holding the skew; if a student will take a jackknife and a soft piece of wood and begin to whittle it, he will observe that rarely does he hold the cutting edge of the knife at right angles to the piece, but obliquely, as in Fig. 37. Now compare the position of the edge of the knife with that of the edge of the skew chisel on the work, and it will be found that the edges of the two tools are held practically in the same position. In one case the material is held in the hand and the tool (knife) moves, while in the other case the material moves and the tool (chisel) is held steady in the hand.

Fig. 37.
For paring we repeat that the rest should be raised above the center, as shown in A, Fig. 31; and for scraping, it should be set as shown in B, Fig. 31. Keep the eyes on the work rather than on the cutting edge of the tool, make the sweeping cut as explained on page 19 in connection with the gouge, and hold the calipers as shown in Fig. 35 when trying for dimensions. Work from the center of the piece toward the ends, rather than from the ends toward the center. See that the dimensions are correct for diameter. To cut the ends, use the long point of the chisel. The cutting might be termed "slicing," for in paring the end wood a light cut is made so that the work will be smooth, and that the point of the tool will not be "burned," or have the "temper" drawn by the excessive friction caused by a deep or heavy cut. Finish the dead-center end first; then measure the length from this, using a pencil and rule or a pair of compasses. Fig. 38 illustrates the method of holding the chisel for the cut at the right-hand or dead-center end.

Fig. 38.

Fig. 39.

Fig. 40.
The piece should be cut far enough in from the end so that the "center marks" shall not be on the finished work. Fig. 39 indicates the motion the chisel should have in making the end cut. At the left hand (the live-center end) the cutting should be done as indicated in Fig. 40.
After the ends are finished and the cylinder is cut to the correct length, remove from the lathe and saw off the surplus material at the bench.1
1 No sandpaper is to be used, unless specified for given exercises.
Continue to:
My Books

