Wood Turning. Part 3
Description
This section is from the book "Wood Turning", by George Alexander Ross. Also available from Amazon: Wood Turning.
Wood Turning. Part 3
In this lathe the tools are held rigid in the tool post, so that the manipulation in cutting is done by turning the hand wheels on the apron and cross feed.
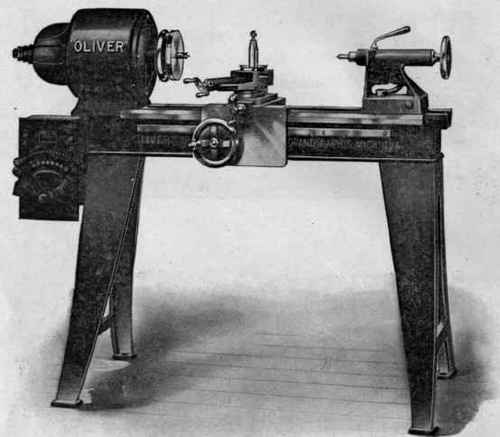
Fig. ii.
In Fig. 11 A is shown another type of lathe which is a self-contained machine. From a study of the figure it will be seen that the motor has an extended armature shaft on which a cone pulley is fastened. From this cone pulley a belt is run up on to the cone in the head stock, thus eliminating the countershaft that is a feature of belted lathes. When the belt is to be shifted, the motor is raised enough to loosen the belt, so that it can be easily changed.
The switch block and rheostat are placed directly over the motor, thus in a measure protecting the motor from dust. The controlling lever is shown just above the switch, and is in easy reach of the operator, giving perfect control of the machine.
The motor on this type of lathe is arranged for alternating current.

Fig. 11 A.
The lathe shown in Fig. 12 is what is known as a gap lathe. Possibly there is nothing in the line of a wood-turning lathe that is more complete in itself than this machine. It can be set up as a motor-driven lathe, or a countershaft can be used in driving it.
The predominating feature of a lathe of this kind is the extension bed. This bed can be moved out to accommodate long pieces of work; the machine illustrated will take in a piece of material fifteen feet between centers and thirty inches in diameter. The opening of the gap is accomplished by means of automatic mechanism. The tail stock can be raised or set over sideways for service in taper work. The lathe is also equipped with a power feed, through cut gears and rack, which can be used with the bed in any position. The carriage has also a hand feed, while the cross slide carries a graduated compound swivel rest, which can be set at any angle. The value of this in some kinds of work cannot be overestimated when accuracy is required, and when the gap is open a piece of work eighty-six inches in length and sixty inches in diameter can be turned. This gives some idea of the capacity of a machine of this kind.
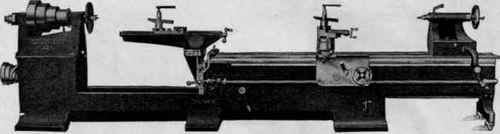
Fig. 12.
The makers of this machine claim many special features in construction, etc., and pupils studying it are referred to trade catalogues for data on lathes.
Lack of space compels us to omit a description of what are known as copying lathes, also automatic back knife lathes. For descriptions of these machines the pupil is again referred to trade catalogues.
Tools used in turning. In turning, as in any process, there is always more than one way of doing a thing, and it is often difficult to decide on the best methods of performing special operations. One workman may perform a number of operations with one tool, while another may use a tool for each operation.
The list of tools here given will be found satisfactory for ordinary wood turning; for work requiring special operations special tools will be introduced and explained.
Measuring tools: a two-foot rule; a pair of outside calipers; a pair of inside calipers; a pair of compasses.
Sharpening tools: an oilstone; a slip stone; a piece of leather used as a strop; an oil can.
Culling tools: one 3/4-inch skew chisel; one 1/4-inch skew chisel; one 3/4-inch turning gouge; one 1/4-inch turning gouge; one 1/4-inch round-nose scraping tool; one 3/8-inch square-nose scraping tool; one 3/8-inch diamond or spear-point tool; one 1/8-inch cut-off or parting tool.
Wood turners often use what is known as a sizing tool. It is not a necessity, but it saves time where a number of pieces of the same diameter are to be cut.
Auxiliary tools: one wooden mallet; one center punch.
Extra tools for general use: one bit brace; one 1/8-inch drill bit; one 8/16-inch drill bit; one screw-driver; one monkey-wrench.
Before sharpening, tools are first ground to the correct shape either on an emery wheel or on a grindstone. Hence an emery wheel or a grindstone is a necessary part of the equipment.
Grinding and sharpening turning tools. The speeds at which grindstones revolve vary for different kinds of work. For general tool grinding, handbooks recommend that a stone travel between 300 and 600 feet per minute. The writer's practice has been to have the grindstone travel at about 425 feet per minute; that is, a grindstone of 36 inches in diameter should make 45 revolutions per minute. To determine the number of feet which the circumference of this stone travels per minute, multiply the diameter of the stone by the ratio π = 3.1416; that is, 36" x 3.1416 = 113.09, or 114. Multiply this product by the number of revolutions (45) which the stone makes per minute and divide the result by 12:
114 x 45 = 427 1/2 ft.
To grind a tool the worker should take a position so that the grindstone is revolving toward him, and should apply the tool to the stone in such a manner that the cutting edge of the tool will not be injured by the grinding. The stone may also be used revolving from the operator.
In Fig. 13 is shown the method to be followed. Place the tool on the stone as shown by the dotted lines; then draw it back to the position shown by the full lines. The bevel will then be in contact with the stone. Then, if the tool be flat like a chisel, move it from side to side, as indicated by the arrow points in Fig. 18. This applies to tools in general.
The gouge. Of all the tools used by the wood turner there is none more commonly used than the gouge; as the jack plane is to the bench worker, so the gouge is to the wood turner.
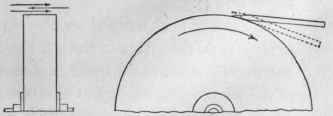
Fig. 13.
Continue to:
My Books

