Reamers. Continued
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Reamers. Continued
Taper Reamers
Reamers are made for tapered as well as for straight holes. The angle varies with the intended use of the taper. For example, the locomotive taper of 1/16 inch per foot is intended for bolt holes where plates are to be drawn solidly together and the holes completely filled. It is very difficult to remove a bolt from a hole with such a slight taper. When pieces are pinned together, such as a hub to a shaft, it is intended that they can be separated when desired, so the taper is made steeper, generally 1/4 inch per foot.

Fig. 78. Reamer with Inserted Blades Courtesy of Brown and Sharpe Manufacturing Company, Providence, Rhode Island.


Fig. 79. Types of Taper Reamers.
This has come to be known as the pin taper. Taper holes for holding lathe centers and taper shank twist drills are generally made f inch per foot-the Morse taper. This angle holds the tool firmly, and still it can be easily removed. The three tapers mentioned are recognized as standard, and reamers for them are carried in stock. Of course many other tapers are used by different manufacturers, but they are regarded as special. Fig. 79 shows taper reamers.
Taper reamers differ from hand reamers only in the angle and by not requiring the tapered entering end.
Holes to be reamed by taper reamers must be slightly larger than the small end of the reamer; and, if the hole is deep, it is usual to make a stepped hole, shown exaggerated in Fig. 80, by using drills of different diameters.
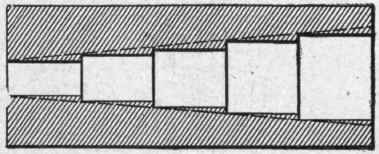
Fig. 80. Method of Stepping Holes before Using Taper Reamer.
When not carefully sharpened, all forms of reamers have a tendency to chatter and produce rough surfaces. To avoid this, the flutes are frequently irregularly spaced; another method is to use spiral flutes, usually left hand.
Continue to:
My Books

