Casting And Founding Concluded. Section I. - Iron-Founders' Flasks, And Sand Moulds. Continued
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Casting And Founding Concluded. Section I. - Iron-Founders' Flasks, And Sand Moulds. Continued
It would be a useless repetition to enter into the details of moulding ordinary iron-works; but from the horizontal position of the flasks it is necessary that the part of the work which is required to he the soundest, and most free from defects, should be placed downwards, as the metal is more condensed at the lower part, and free from the scoria or sullage which sometimes renders the upper surface very rough and full of minute holes. As the flasks almost always lie on the ground, it is also found the most convenient to retain them in contact by placing heavy weights upon them; the foundry should in consequence have an abundant supply of these.
The flasks require to be poured through a hole in the upper half, as seen at r, fig. 191, page 353, which hole is formed by placing a wooden runner stick in the top part A, whilst it is being rammed; and a small channel is afterwards cut sideways into the mould. Sometimes two, three, or even half-a-dozen or more runners are put to one single casting, either when it requires a great weight of metal, or when it is large but slight, as in trellis-work, in which case the metal might cool before filling the mould if only introduced at one single runner.
When the runners are required to be lofty, either to supply pressure to the metal, or as a reserve to fill up the space left by its contraction in cooling, iron rings of six or eight inches diameter are piled up to the required height, to support the tube of sand contained within them. Small objects that are poured from one hole, are frequently moulded with two runners, that the metal may flow through the mould, and that there may be a sufficient supply to meet the shrinkage, and also to supply head or pressure; another advantage also results, as it assists in carrying off the scoria or milage.
The iron-founder employs all the methods of coring explained at pages 335 to 338, and also others of an entirely different kind but little required in brass-works; namely, for lateral holes in the parts of the castings buried beneath the general surface of the mould, and which are explained by the figs. 180 to 183. Thus 180 represents the finished casting, 181 the model of the same, 182 the appearance of the bottom flask or drag when the pattern is first removed, and 183 the flask and cores when closed ready for pouring; the moulds are inverted, and the same letters of reference refer to similar parts of all these figures.

The core print a, would deliver from the sand and leave the cavity at a, fig. 182, to be afterwards filled by the core shown black in fig. 183, the same as formerly explained at fig. 164, p. 335.
But the core print b, fig. 181, (which has reference to the black-stude b, fig. 183,) would tear away the sand above it in withdraw-ing the pattern; therefore the print b, should, like d, fig. 181, extend to the face of the pattern, or the parting line, represented by e, fig. 183. This being the case, the pattern would leave the space denoted at d, fig. 182; the core is put down sideways to the bottom of the recess, and extends entirely across the same; the small open space above, is made good with the general surface, as shown by the shade lines in fig. 183, and this filling in, at the same time fixes the core precisely where denoted by the print d, which latter has a mark to show to the moulder where the core is to end. The circular hole requires the core print shown at c, fig. 181; the cores themselves are made in the core-boxes, 165 and 166, before explained at page 336.
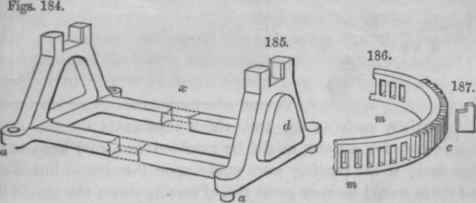
Fig. 185 represents the model and core-print, from which the finished casting shown at fig. 184 might be made from a solid pattern in a two-part flask; it would be inverted, and the parting would be made upon the line, x. The prints for the four holes a a, would be placed in the top flask, and those for the great apertures or panels d, would be made in a core-box of the express form, and as thick as the pattern and core-print measured together. The core would be deposited edgeways into the core-print, and the upper corners of the mould would be made good, as explained in fig. 183.
By the same method, a mortise wheel, or one with spaces around its edge, as at m m, fig. 186, to be filled with wooden cogs, might be made with a series of core-prints, as at c, brought up flush with the parting of the mould; if every print were filled with a core such as fig. 187, made in an appropriate core-box, the matter would be accomplished with great facility and truth.
The iron-founder makes frequent use of flasks which divide in three or four parts; this is done in many cases simply to increase the depth of the contained space; in which case when wooden flasks were employed, they admitted of being temporarily fixed together by dogs, or large iron staples, driven a little way into the neighbouring flasks, but the modern iron flasks are fixed by cotters. The following examples will show the nature of some other uses to which the flasks with several partings are applied.
Figs. 188.
189.

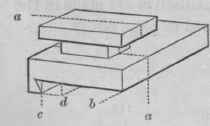
A casting, such as fig. 188, which represents the top of a sliding-rest for a lathe, might be moulded in a very deep two-part flask, if the parting were made upon the dotted line a a; but there would be very great risk of tearing down the mould in drawing out the pattern, and from the depth, there would be scarcely a possibility of repairing it, and the metal would probably be strained. It would be also possible to mould it with the joining upon the line b, provided several cores were employed; but the following mode, which is generally adopted, is more convenient than either of these.
When the pattern is made in two parts, and the flask in three, as in fig. 189, A and B are first united and partly filled with sand, the pattern is knocked in as represented, and the whole well rammed, especially in the groove, the parting being made on the line, 1,1, and dusted. C is now put on, filled, and struck off level, a board is put above it, and ABC are all turned over together, A becoming the top.
A is now removed, and the sand is cut away to make the second parting on the line 2, 2, after which, A is replaced, and the runner-stick is inserted to make the runner, r. On removing the pattern, the runner-stick r is first taken out, A, or the top part of he flask is lifted off, and the white part of the pattern is drawn out; B, or the middle part, is then lifted, and the last or shaded piece of the pattern is drawn out of the mould, which is now put together again, and poured through r; so that the top surface of the pattern, as seen in both views, becomes the face, from being cast downwards, or upon the lowest piece C, of the flask, called the drag.
The part c, fig. 188, might be cast with a chamfer in three different ways; although, in small castings, it is more usual to cast it square and plane it out of the solid. First, the pattern might be moulded square, and the top A, after removal, might be worked to the angle by aid of the trowel and a chamfered slip of wood, used as a gage; or secondly, by the employment of a core, the print of which is represented by the dotted lines terminating at the angle d, fig. 188; or thirdly, by having a loose slip on the pattern sliding on the line c, fig. 188, so as to be drawn off when the top A, had been lifted. This last method is analogous to that represented in fig. 190, also intended for a sliding rest; and which might be cast in a two-part flask, if the two chamfers, c c, were fitted loosely upon slides, as shown; but a three-part flask is more convenient, as explained by fig. 191, in which the pattern is inverted.

The lowest piece C, or the drag, is parted upon the line 11, but its sand extends upwards between the two sides of the pattern, as shown by the shade-lines. The middle piece B, is parted through the line 2 2; and lastly A, the top is filled up level, the runner-stick at r being inserted at the time, A is first lifted, and all the pattern is then removed, excepting the chamfered bars and their slides, which are represented black; this A A pattern delivers its own cores for the circular mortises m m, the sand forming them being a part of that in B, or the middle flask; lastly, B is lifted, and the chamfer-slips are picked off from C. This pattern may consequently be moulded without turning over the flask, and every part of the mould is quite accessible for repair.
The pedestal of the swage-block, fig. 128, page 231, is another good example of moulding in a three-part flask. The model is made with the upper fillet loose, also with the sides solid, or without the holes, and the object is moulded as it stands. The top part of the flask opens at the upper moulding, and which latter is then removed from the pattern; the middle flask divides at the plinth or flange, so that when this has been lifted, the pattern also may be withdrawn, leaving a square pedestal of sand, as large as the interior of the model, standing upon the bottom part or drag, as in 191. The panels are made by means of a core-box of the kind fig. 167, p. 336, the box is exactly as thick as the metal to be cast; and the circular cores are then fixed upon the pedestal of sand by means of a few wires or nails, after which the flask is put together ready for pouring.
If the fig. 128, here referred to, had four fluted columns at the four angles, either with a large cap to each, or with a square entablature connecting the whole of them, the object might be also cast in one piece, if moulded in a three-part flask. After removing the top flask, the entablature and capitals would be first withdrawn, the columns being divided through their smallest diameters; the mould would be then turned over, and upon lifting off the drag, or bottom-piece, the remainder of the pattern could be drawn, either in one single piece, or if the pillars were loose, the five parts could be more safely extracted; the three-part mould would be put together again, and reversed for pouring. In this general manner, by making either the mould, or the pattern, or both, in different pieces, and by the judicious employment of cores and drawbacks, objects apparently the most untractable are cast with very great perfection.
The iron-founders are likewise very dexterous in making castings in some respects different from the patterns from which they are moulded; thus, if the pattern be too long, or that it be temporarily desired to obliterate some few parts, the mould is made of the full size and stopped-off, additional sand being worked into the mould by aid of the trowel and some temporary piece of wood to represent the imagined termination of the pattern. On the other hand, any simple enlargement or addition is not always added to the pattern, but it is frequently cut out of the mould with the trowel, in a similar manner.
Many common works, such as plates, gratings, parts of ordinary stoves, and simple objects, are made to written measures, and without patterns, as a few parallel slips of wood to represent the margin of the casting, are arranged for the purpose upon a flat body of sand, which is modelled up almost entirely by hand; but for all accurate purposes and for machinery, good and well-made patterns are indispensable, and to some particulars of which a little attention will be now devoted.
Continue to:
My Books

