Chucking And Turning The Billiard Ball And Accurate Sphere. Part 4
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Chucking And Turning The Billiard Ball And Accurate Sphere. Part 4
The band gradually diminishes under the chisel until it becomes the old circumferential line, or would be so, but from the irregularities inseparable from the use of the tool. The remaining black lead presents the appearance of a broken irregularly wide line; where broken, the chisel has already scraped below the surface of the circumference, and it was to provide for this, that the band was left a trifle larger than the finished diameter of the ball; the irregularities in width, show those places still requiring reduction, but which reduction must not be permitted to extend beyond them. So little is required, that the tool may be held by the right hand alone the left arresting the mandrel, to discover the exact place at which the correction is to be made. The forefinger of the right hand is placed on the face instead of at the side of the chisel, which is swept around the curve by the movements of both hands as before, just in contact with the work, but not cutting. Having previously observed the position of the little spot on the circumferential line, when it is thought that the tool has arrived about opposite, the left hand is withdrawn from the tool and placed on the pulley, stopping the lathe mandrel for an instant, to observe the contact of the cutting edge. This, being where intended, the hand is removed from the pulley and the shaving taken, the mandrel is then again stopped to see the effect, a further narrow shaving been taken, or the chisel passed on to the next point as necessary. The correction being continued, leaves the circumferential line much more broken, more regular in width, but not entirely obliterated.
The half of the ball b c a, fig. 554, may now be considered hemispherical; it is a little larger than the required size, and from it, the other half b d a, is next turned. A concentric line is first struck with a pencil, around the ball near the circumference a b; the ball is then withdrawn from the chuck fig. 554, and rechucked having been rotated one half on the axis a b, fig. 556, the pencil line being adjusted to again run true. This line being true in every respect with the half of the ball already turned, when it agains runs true, with the ball in the reversed position, fig. 556, it not only ensures the two halves being true with each other, but also by the truth of the aperture in the chuck, that all the adjustments of the circumference and axis requisite in producing the first half of the sphere, are at once acquired as a necessary consequence; and it only remains to turn the second hemisphere with the gouge and chisel, in the manner just followed for the first.
Fig. 557. Fig. 558. Fig. 559.
After this, the spot or spots are placed in the ball; a hole is bored by a small pipe bit to the depth of about one quarter of an inch, the nerve being usually selected for its position; the black wood plug turned to fit it, is driven in with a little cement and roughly cut off, it is finished to the surface in the subsequent turnings.
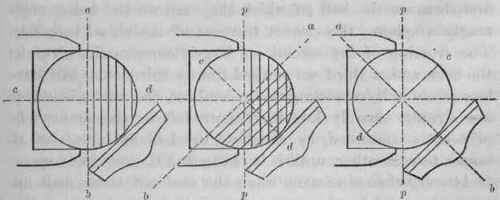
The two halves of the ball accurately turned as described should form a perfect sphere, but practically, minute errors exist all over them and the ball is still too large in diameter. The faults are gradually corrected in reducing the ball to size; in which process the chisel alone is used. The axis a b, having been always at right angles to the mandrel, the separate lines or circles cut by the tool, which collectively form the contour, b c a d, fig. 557, have been produced parallel with it. The small inaccuracies referred to are caused by these lines viewed separately and in section, being either too long or too short for the contour of the sphere; shown also by the irregularity of the circumferential line, when it was at length extracted from the band.
If the ball be made to revolve on some other axis than c d, another line will occupy the position of a b, and all the lines or circles then made by the traverse of the tool, will be parallel to this new line p p, fig. 558, and as before, at right angles to the mandrel; of necessity also they will cross at an angle the first set of circles, made while the ball was chucked as in figs. 554 to 557. The second set of circles will have their own errors; but these are materially less than those of the first, because the ball on which they are worked being more nearly a sphere, the correct traverse of the chisel is easier. The crossing of the second set largely corrects the errors of the first, and a third set worked from a third axis, will have less errors still, correcting the second set, the errors of which are already sensibly less than those left by the first. The process is continued, by chucking the ball upon axes at all angles to each other, until it is reduced to the required size.
At every change of axis, when the one half of the ball has been traversed by the tool, a pencil line is struck near the circumference pp, fig. 558, and the ball is then reversed and made to run true to this line, fig. 559. The second half is then in turn traversed by the tool, that the two may agree, or be on the same axis. One single equal shaving is removed all over each hemisphere at every chucking, and provided this be done, the more numerous the axes from which the ball is turned, the more accurately it will be corrected. The chisel however requires constant setting on the oilstone, that its edge may be straight and in the highest cutting perfection; while to give the body steadiness for these fine finishing shavings, the operator removes his foot from the treadle, standing still on one or both feet, while guiding the tool around the ball. With the last vestiges of the band the tests of sight and sound disappear, and the guidance of the tool depends entirely upon touch, or the constant and equal contact between the tool and the ball. The nearly perfect form of the latter greatly assists the guidance of the chisel, but frequent practice is necessary to acquire and retain the delicacy of touch and freedom of hand, requisite for removing the thin finishing shavings quite equally from all around the sphere.
The turning should leave the ball so smooth and true a surface, as to require no glass paper, but this is sometimes used to a very limited extent, to obliterate any faint signs of the last traverses of the tool that might otherwise show through the polish. Glass papering is avoided as much as possible, as it easily deteriorates the truth of the sphere. The last marks left by the tool being in the direction shown by the lines fig. 557 ; the ball is withdrawn from the chuck, and replaced with the axis, c d, at right angles to the mandrel, so as to again cut across the direction of the lines. A piece of the finest glass paper, about three inches square, is held close around the ball in the hollow of the hand; it is passed around the curve from b to d, fig. 557, and to and from the operator simultaneously, being never allowed to rest in one place. The position of the ball is also frequently changed and reversed as for the turning, but the pencil line is no longer required.
The billiard ball is polished with washed whiting and water, page 1101. Vol. III. applied on linen rag several times folded; the position of the ball being still frequently changed that the abrasion in polishing, which is quite appreciable, may cross it in all directions to avoid deteriorating its truth. Washed clean from the whiting, it is dried and polished to a lustre with a few drops of oil, used in the same manner on some squares of soft rag; the balls are dyed in the manner and with the materials mentioned, page 577, previously to the final polishing with the oil.
Continue to:
My Books

