Driving And Countershafts. Continued
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Driving And Countershafts. Continued
Two belts are more generally employed with the two sets of pulleys at the same time, the one crossed and the other open; the lathe is driven slowly by the pulleys 1 and 7, when the tool in the slide rest is traversed in the cutting direction, and the running back or return, is effected at twice the speed by the pulleys 8 and 4, the loose pulleys causing the belts to be alternately active and passive. The two belts are shifted simultaneously by two forks attached to one strap lever, the forks acting on the straps as these run on to the countershaft pulleys; when the driving bands run upon pulleys 2 and 5 the countershaft and mandrel are at rest. One loose pulley of the combined width of the two at either end of the countershaft, may replace these with similar results.
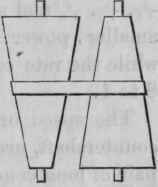
Fig. 94.

Fig. 95.
g 2
To provide for alterations in velocity, the corresponding fillets of the cone pulleys on the mandrel and countershaft are turned in pairs, their respective differences in diameter forming equal quantities; a chiving belt of one length serving to connect any pair. The relative differences in the cone pulleys C and M, fig. 94, may he assumed to he as 6 to 18. 9 to 15. 12 to 12. 15 to 9. and 18 to 6; which, when a driving strap from L, runs upon pulleys 7 - 1, give five velocities. Calling the slowest of these 1, the others would he respectively 1⅔. 3. 5 and 9 times as fast; but, if the driving strap from L, runs upon pulleys 8 - 4, each of these velocities would be doubled; so that the entire series of speeds to be derived from the arrangement of the two cone pulleys C and M, without the back gearing, would be 1. 1⅔. 2. 3. 3⅓. 5. 6. 9. 10 and 18; that is, the quickest would be eighteen times as fast as the slowest.
The series of speeds thus obtained sustains further variation from the back gearing, by which, for large and heavy turning, each is considerably reduced. Thus, if the result of the combination of the wheels and pinions of the back gearing, be as 10 to 1; the assumed speeds of 1.2. 3. 5. 9 etc., become 1/10. 3/10 3/10. 5/10. 9/10 and so on. The variation in the cone pulleys of the smaller power lathes is generally less than that assumed, while the rate of their back gearing is usually about 4, 6, or 8 to 1.
The speed or complementary pulleys of the mandrel and countershaft, are derived from, and are a compact form of the pair of long cone pulleys fig. 95; these are very slightly curved in the direction of their length, and are relatively eighteen to six in diameter, at their larger and smaller ends. They are employed in one of Mr. G. Bodmer's numerous ingenious contrivances, patented in 1841. "An apparatus for communicating power to lathes, by which the power and speed can be regulated with exactness." The speed pulleys fig. 95, are now only occasionally used for this purpose, but in like manner to fig. 94, they vary the rate from 1 to 9 or 1 to 18, and, as the strap fits at all points from end to end, they afford all intermediate speeds, or they permit the speed to be continuously reduced or increased, for which purpose they are employed in lathe fig. 92.
The pair of pulleys made as cones are essential to the manufacture of the intermediate sized works of the potter, and most conveniently supply the varying speeds at which these have to revolve, in order that the larger and smaller diameters of the work raised from the clay by his hands, may attain the requisite and nearly similar surface velocity. The one cone running at a constant speed by power, the band is continually shifted by an assistant to vary the rate, to agree with the portion of the work in progress; or, the band is crossed and passed through an iron loop, a line from the loop is attached to the edge of a wheel, and the one end of a counterpoised lever passing through the axle of the wheel is under the foot of the potter, who can then exactly regulate the speed to his requirements without assistance. The loop carries the strap in the contrary direction along the cone pulleys, so soon as the pressure of the foot is relieved, by a weight and string led over a tension pulley..
The variation of the constant speed of steam power, is differently attained for the production of the smaller works, such for instance as stone ware ink and blacking bottles, in which the difference of diameter occurs only at the neck. These inexpensive objects are produced with surprising rapidity, to attain which it is also requisite that the wheel may be instantly stopped, for the few moments necessary for the removal of the finished bottle, and for the next mass of clay to be thrown upon it by the assistant, and as instantly started at full speed. This, and the variation in speed, are both procured in a very simple manner. A slack leathern band is led around a pulley about the center of the vertical spindle of the throw, from a horizontal driving wheel three or four times its diameter, which revolves at a constant and rapid rate. The feet of the operator rest upon two levers; one of these actuates a break, which bears upon the surface of a third wheel or disc attached to the lower end of the vertical spindle of the throw, and when running with a slack band, the friction reduces the rate of revolution as required, or entirely checks it. With the break relieved, the other lever is used to press forward a tension pulley to tighten the band, to instantly start and to continue to drive the throw, at the full speed of the rapid revolution of the driving wheel; all the pulleys are provided with deep rims to prevent the escape of the band. On the other hand, the largest works of the potter require a slow speed, his throw being then set in revolution by a hand fly wheel turned by an assistant.
The old and the modern arrangements of shafting and driving gear used by engineers, differ in almost every particular besides those already referred to. The old heavy square shafts, with a slow velocity of from twenty to sixty turns a minute, and large wheels to increase the speed; it may be said, have entirety given place to small turned shafts, usually not exceeding about two inches in diameter, travelling at the rate of from one to two hundred turns per minute; with driving pulleys, generally from about only eight to twenty-five inches in diameter. The light modern shafting at its increased speed, of say one hundred and eighty turns, has only to accomplish in every revolution, about one sixth part of the work of the old slow moving shaft of thirty turns; it also only requires to be one sixth of the strength of the latter, while all the driving gear is made as light as possible to avoid momentum. The wheels and pulleys are bored to fit the circular shafting, to which they are affixed by keys, thus permitting the easy fixing, detachment and interchange of the different portions. A greater advantage, however, lies in the system of fast and loose pulleys to transmit the motion, by which it is gradually communicated, in place of the whole power being suddenly applied to the lathe or machine. When the driving strap slides from the fast to the loose pulley, the refusal of the machine to start operates as a drag; at the first moment the strap slightly slips around the fixed pulley, and it only conveys the entire speed of the driving shaft after a short interval of time, the gradual transmission producing neither shock nor disturbance in any part of the apparatus.
Continue to:
My Books

