Horn. Continued
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Horn. Continued
* The shavings thus removed are used for the Chinese sensitive leaves, which curl up when placed on the hand, from the temporary evaporation of their moisture, †Trans. Soc. of Arts, Vol. XLV. p, 165. ‡ Vol. LII p 341.
As an illustration of the peculiar properties of horn, and a mode of its employment in the lathe, may be mentioned the expanding snake: this toy is well known to consist of a conical piece of horn, the one end of which is carved to represent the head, and the remainder is cut into a single spiral shred, so as to admit of great expansion in imitation of the body of the reptile. I find the elastic portion of the one before me to measure when compressed, barely one inch and a quarter in length, and that it expands to upwards of three feet and a half, or thirty-five times: no mean proof of the elasticity of the material.
In making this trifle, the material is first turned to a conical form, after which a hole of about one-eighth or one sixth of an inch diameter, is pierced from the tail almost through the head; the horn is then soaked for about two days in cold water to soften it, and the spiral incision or screw is made at one single cut, by means of a tool extending from the center to the circumference; the cutter is not required to be very thin, as the shaving will bend away to make room for the same. One of the three following modes of proceeding is recommended in the Manuel du Tourneur.
First, by the employment of a sliding rest, adapted to cutting screws, by which the tool is traversed, or guided mechanically along the horn during the rotation of the mandrel of the lathe; and to prevent the fracture of the toy during its construction, a stick of wood, with a button on the end of it, is put up the aperture, to receive and support the spiral as it is produced.
Another method is by the employment of a lathe with a traversing or screw-cutting mandrel, upon which latter the horn is fixed, the tool being kept stationary in the slide rest. Both methods require expensive apparatus, the principles of which will he explained in the chapter on screw-cutting tools in the second volume.
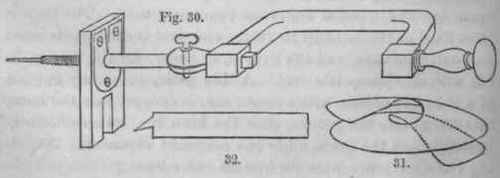
The third plan is extremely simple, and appears on inspection to have been the one pursued in this instance; it is ascribed to the German toy-makers. The horn is prepared as before, but the lathe and slide-rest give way to the ordinary carpenter's brace, which carries the piece of horn as in fig. 80. A small tool is fixed in the vice or bench; it consists of a piece of wood, to which is secrewd a hardened steel plate about one-twelfth of an inch thick, it has a hole equal to the diameter of that in the horn, for the passage of the supporting wire; the plate is divided radially; the one edge is sharpened very keenly, and bent so much in advance of the other, that their difference of level or agreement, shall be equal to the intended thickness of the continuous shaving of the body of the snake, and therefore the projecting edge assimilates to the mouth of a plane; the last processes in every case being to carve the head and to attach a little piece for the end of the tail.
It is necessary the coils of the snake should be of a conical form, or dished, as in fig. 31, instead of being quite flat, as it increases the strength of the toy; this is accomplished by making the cutting edge of the tool oblique to the axis of the snake. Pig. 32 shows the tool for the lathe. The several details are too simple to require further explanation.†
The handles for knives, razors, and other works moulded in horn, are thus made: the horn is first cut into appropriate pieces with the saw, and when heated these are pared with a knife or spokeshave, to the general form and size required; in this state horn works as easily as a piece of deal; after having been pared the pieces are pressed into moulds.
An idea of the moulds will be conveyed by imagining two dies, or pieces of metal, parallel on their outer surfaces, and with a cavity sunk entirely in the one, or partly in each, according to circumstances: the cavities made either straight, curved, twisted. rounded, bevilled, or engraved with any particular device, according to the pattern of the work to be produced.
The pressure is applied to the dies, by enclosing them in a kind of clamp, made like a very strong pair of nut-crackers, but with a powerful screw at the end opposite to the joint; the mould, dies, and horn, are dipped into boiling water for a few minutes, and then screwed as fast as possible immediately on removal from the same, and in about twenty minutes the work is ready for finishing; some handles are made of two pieces joined together.* "Horn is easily dyed by boiling it in infusions of various coloured ingredients, as we see in the horn lanterns made in China. In Europe it is chiefly coloured of a rich red-brown, to imitate tortoiseshell, for combs and inlaid-work. The usual mode of effecting this is to mix together pearl-ash, quicklime, and litharge, with a sufficient quantity of water and a little pounded dragon's-blood, and boil them together for half an hour. The compound is then to be applied hot on the parts that are required to be coloured, and is to remain on the surface till the colour has struck; on those parts where a deeper tinge is required, the composition is to be applied a second time. This process is nearly the same as that employed for giving a brown or black colour to white hair; and depends on the combination of the sulphur, (which is an essential ingredient in albumen,) with the lead dissolved in the alkali, and thus introduced into the substance of the horn." † The horn which is naturally black is less brittle than that which is so stained.
* The actual apparatus described in the Manuel is slightly different, but less convenient than the latter, which is far more likely to be now empl-† Manuel du Tourneur, 1816. Vol II. pp. 117 - 123.
Continue to:
My Books

