Key-Hole And Pruning Saws
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Key-Hole And Pruning Saws
The key-hole or fret saw-blade, 685, which is drawn to the same scale as the last, is held in a saw-pad, or a handle having a stout ferrule with a mortise and screws, so that the blade may be strongly grasped; and as the handle is perforated throughout its length, either the whole or part only of the blade may be allowed to project. The key-hole saws are sometimes fixed in a handle like that for a file, which is less proper.

The table, compass, and key-hole saws, all require care in their use, for if much pressure is thrown on the teeth, they stick fast in the material, and a violent thrust is liable to bend and permanently injure, or indeed, to break the saws; and besides, their paths are the less easily guided, the more vigorously they are used. It would be desirable, if in the narrow taper saws with only one handle, we more frequently copied the Indian, who prefers to reverse the position of the teeth so that the blade may cut when pulled towards him, instead of in the thrust; this employs the instrument in its strongest instead of its weakest direction, and avoids the chance of injury. The inversion of the teeth, which in India is almost universal, is with us, nearly limited to some few of the key-hole and pruning saws.
Pruning-saws are often made exactly like the table and compass-saws, fig. 684, recently described, but with teeth which are coarser, thicker, and keener than those for dry wood. The forms of teeth figs. 644, and 645, namely the hand-saw tooth, and slight pitch, are used, and also the double teeth, fig. 661, which are rarely employed but for living timber. An excellent modification of the pruning-saw is to mount the blade at the end of a light pole 4 to 6 feet long, so that the edge of the blade may form an angle of about 150 degrees with the handle. This saw may be applied to branches eight or ten feet from the ground; the inclination of the blade just suffices for the onward pressure, and the teeth bring Unrated, the saw cuts in the pull instead of in the throat, which is both more commodious to the indi-lual, and free from the risk of accident to the blade.
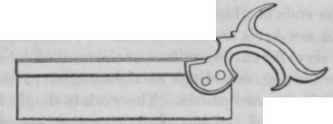
Fig. 686.
Many pruning-saws are made with blades nearly parallel in width, but as thick again on the edge as on the back, and with double teeth, fig. 661. The larger pruning-saws of this kind, fig. 686, are mounted as carving-knives, or with straight handles of buck-horn; such blades measure from 8 to 10 inches long, and 5/8 to 3/4 inch wide; the smaller kind are made as clasp or pocket-knives, and are of about half the dimensions given.
The next group of saws enumerated in the table, are Parallel Saws with Backs; those most commonly known are in some measure particularised by their names, as tenon-saws, sash-saws, carcase-saws, and dovetail saws; they only differ in size, as already shown, and they are represented by fig. 687.
Fig. 687.
The blades of the back-saws are thin, and require to be very carefully hammered; the handle of the saw is affixed to the blade itself by the screws. The back is either a piece of stout sheet-iron or brass folded together, first as an angle between top and bottom tools, and then closed with the hammer upon a parallel plate thicker than the saw. When the inside of the groove has been filed to remove the irregularities, the two edges of the back arc grasped in the tail vice, and the ridge is hammered to make the edges spring together almost as a pair of forceps. The back is held upon the blade by this elasticity or grasp alone, and the blade only penetrates about half-way down the groove.
The general condition of the blade depends in great measure upon that of the back, which should not be exposed to rough usage; as a blow on the middle of the back tends to throw the blade more in that part, and make it crooked on the edge, a fault that may be in general corrected by tapping slightly upon the back near the ends, in order to drive the blade as much inwards at those parts as in the center, and balance the first error. When the blade itself is buckled, which is less liable to occur than with hand-saws, from the more careful manner in which the back saws are used, the saw must be taken to pieces and the blade corrected on the anvil as in other cases.
The back-saws, which are much employed for accurate works, are often assisted or guided by sawing-blocks, in which one or more saw-kerfs, that have been very carefully made, serve to guide the blades; consequently this method saves a part of the trouble in marking out the lines to be cut, and also of the risk of making incorrect incisions. The sawing block, fig. 688, which is of the ordinary form, is a trough made parallel both inside and out, and having three saw-kerfs, which are all exactly vertical. The one kerf is at right angles to the side of the block, and serves for cutting off pieces, the ends of which are required to be perfectly square; the two other saw-kerfs are at angles of 45°, and slope opposite ways: these serve for cutting mitres, or the bevilled joints always employed for uniting mouldings at right angles to each other, as in picture frames and panels. The work is simply held close to the further side of the box, and with the line of division opposite the saw-kerf, the saw is then allowed to pursue the direction given by the saw-kerf; and when many pieces of similar length are wanted, stops are added to the block. The joiner frequently uses the shooting boards represented on page 502, for sawing as well as planing, especially when the work is to be planed immediately after on the same shooting board; the saw is then applied parallel with, but slightly in advance of, the face against which the sole of the plane rubs.
Before concluding the remarks on saws with backs, fig. 687, it appears desirable to offer some particulars on the modes of constructing tenons and dovetails, from which most useful and general modes of uniting materials, two of these saws have derived their names.
Continue to:
My Books

