Lathes With Revolving Mandrels. Section I. - Mandrels Mounted In Wooden Headstooks. Continued
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Lathes With Revolving Mandrels. Section I. - Mandrels Mounted In Wooden Headstooks. Continued
Fig. 63.
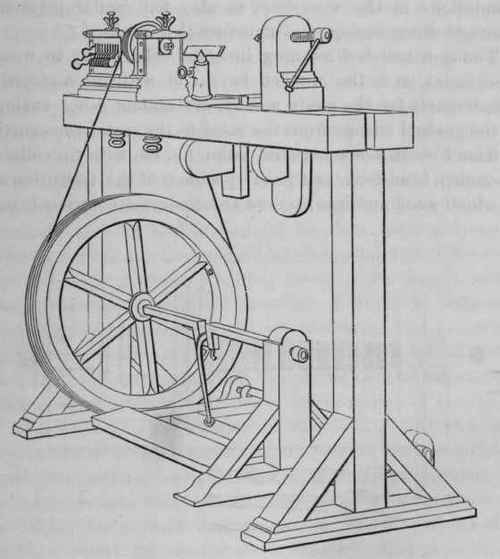
The mandrel and its cast collars ensured truth in two important particulars, which were thus within reach, when the modern exact tools for boring and turning these parts were unknown. The center lathe obtained the truth and the respective agreement of the two cylindrical pivots of the mandrel, which had one common axis; while the same equiaxial character was assured to the collars which, being cast to exact coincidence with the mandrel, assumed in the most easy manner the same degree of perfection. Lead, tin and fusible alloys, are still constantly employed for numbers of temporary adaptations in the workshop, as also for similar permanent bearings where economy of structure is desirable.
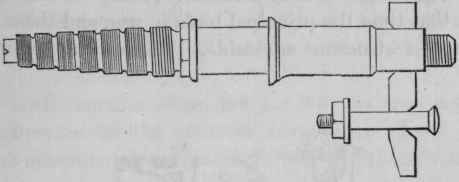
The iron mandrel running in metal collars cast in wooden receptacles, and the wooden keys and wedges employed as counterparts for the guide screws, are among other examples of the gradual change from the wood to the metal construction. A later French screw mandrel lathe, fig. 63, with tin collars in a wooden headstock, is a good specimen of the transition age, in which wood and iron, screws and wedges are curiously intermingled; the iron wheel also exhibiting the wooden rim previously referred to. The mechanism of this traversing mandrel was illustrated page 613, Vol. II., in the chapter on screw cutting tools, and the woodcut fig. 64, is reproduced for convenience of reference. It shows the lathe head in plan on a larger scale, the upper parts being removed to exhibit the tin collars which are shaded. When the mandrel was used for ordinary turning, the two rings formed upon it, that behind the screw for the chucks and that towards the back end, were close up against the faces of the tin collars; a retaining key, K, attached to the inside of the back of the headstock preventing the mandrel from traversing, the angular and circular edge of the key, entering a groove turned for its reception in the back ring.
Fig. 64.

All of the ten threads cut upon the mandrel are provided with similar keys, somewhat wider, with their circular arcs cut with corresponding internal screw threads. In screw cutting, the retaining key is depressed and one of the screw keys is raised by its wedge to engage in its corresponding screw guide, when as the mandrel revolves, its cylindrical necks permit it to traverse to and fro in its tin collars, in the exact path of the screw guide selected. The mandrel and work pursuing the same compound movement, a fixed tool cuts a screw upon the work, a copy of the thread which occasions the traverse of the whole, but of any required diameter. The manner of using this apparatus is described in a later chapter, the work is chucked and the tool applied as in plain turning, and the mandrel receives an alternating backwards and forwards movement, to set up a traverse a little short of the length of the screw guide being copied. The action of the pole lathe was in every respect suitable to the production of this reciproca-tory motion, and was also somewhat more convenient than the foot wheel now used, to which only a partial revolution or a swinging motion has to be given by the treadle.
The lathe head in most general use in this country at the commencement of the present century, fig. 65, had the mandrel forged from a square bar of iron, the front end being turned to a cylindrical neck, with either an internal or external screw for the chucks; the opposite end was pointed and a wooden pulley was fixed about the center of its length. The neck of the mandrel revolved in a cylindrical hole bored in a rectangular metal plate, which was either of brass or iron, and was fixed to the front of the wood block or popit by a screw bolt and nut. The back half of the head stock was divided vertically, and had a transverse bolt and nut to fix the back center screw, when that had been adjusted to support the point of the mandrel.
This variety of the mandrel, with its combined iron and wooden headstock was also arranged for cutting screws and is still used for that purpose. It is made of circular section, cut with screw guides and provided with keys and wedges, after the same manner as fig. 64. The traverse is arranged by making the cylindrical neck longer, so as to project about an inch through the front plate or collar when the lathe is used for plain turning, with the mandrel supported by the back center. For screw cutting, the key or guide is first lightly wedged up to the mandrel, the back center screw is then withdrawn about an inch; after which the mandrel lies under the control of the screw guide cut upon its shaft, which rests upon the screw key. This arrangement fig. 66, although analogous to, is decidedly inferior to the French, being only under the control of one collar and supported by the key. The key readjusted every time it is employed, is liable to unequal wear, which may cause the mandrel to stand slightly obliquely to the collar during its traverse and to enlarge and wear that out of truth. The screw key of the French mandrel on the other hand, only controls the screw traverse and acts in no way as a support; while the two bearings of the mandrel cause that to revolve in a constant line with comparative certainty, without unequal wear upon the collars.
Fig. 65.

The screw mandrel last described is known as the Tun-bridge screw engine, and may still be found in limited use by the Tunbridge ware turners and others. All lathe mandrels mounted in wooden headstocks however, are more or less subject to change of position from atmospheric causes, which renders them unsuitable to works of accuracy, and the construction may be considered nearly obsolete. But, together with other lathes of rather rude and early fashion, they are occasionally met with in daily use, and doing good service and often side by side with more modern examples; the original form of construction having been perpetuated, by repeated repairs or replacement of worn out parts.
Fig. 66.
Continue to:
My Books

