Section II. - Bar And Bed Lathes
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section II. - Bar And Bed Lathes
The mandrel mounted in headstocks entirely of metal, succeeded the various constructions glanced at in the preceding section. The superior accuracy and strength attained brought about other structural improvements, among the more important, being the final exchange of the table like top with its long mortise to receive the tenons of the lathe heads, for various forms of lathe bearers.
Several of the latter formed of strong, rectangular, wooden beams, appear among the previous illustrations, and when of suitable strength and material are not only very well adapted to many purposes of plain turning, but they are also still largely used. Wooden beds sometimes receive a quasi-im-provement in metal plates screwed to their surfaces; but the two materials are liable to constant relative change, while the metal plates, although fixed down to the wood, frequently yield differently at various parts under the pressure of the lathe heads ; little, if any increased truth is obtained and but slightly increased durability.
The surfaces of the wooden bearers could be wrought straight and true with comparative ease, but this was not the case with the original metal beds, made at a time when the planing machine was yet unknown. The chipping chisel and the file, with straight edges of very moderate quality for their guidance, were at that time the principal tools in use, and these rendered the simplest structure advisable. The earlier improvements in the lathe in this direction, were mainly due to the late Mr. Maudslay who produced one of the first, if not the original bar lathe: the form of which, appears to have been influenced and in some degree modelled from that of the turn bench. The selection of the triangular, in place of any other section for the bar was exceedingly judicious, for if only two sides or planes of the prism be made tolerably flat and correct, they meet at a constant angle and the angular pieces or saddles of the headstocks, fit equally well and stand in exactly the same positions to each other throughout its entire length. It is also quite immaterial, whether the third or lower face of the bar, forms equal angles with the other two or not, or whether it is even parallel with them, as it has only to serve to receive the pressure of the binding screws used for fixing the heads. The general form is shown by the small bar lathe fig. 67.
Fig.
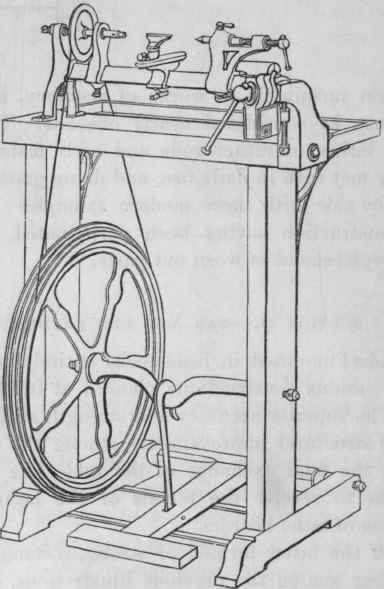
Except in the smaller sizes, the bar lathe in turn, has been almost superseded by the superior advantages offered by the iron beds or bearers; which, originally produced in like manner, by the chisel and file, sometimes assisted by the hand plane fig. 330, Vol. II., are now planed in the planing machine, and then finished to any required degree of accuracy with the file, the scraper and the planometer. Figs. 68, 69, 70, are intended to afford a comparison of the sections of the two forms of bearers, of which the single or triangular bar is the more liable to suffer from torsion, the principal strain to which lathe bearers are subjected. Torsion in the lathe bearers, causes the center of the lathe head to become slightly twisted over to the one side, and that of the popit head, to the opposite direction; which effect, the separated double bar of the lathe bearer is better able to resist.
Fig. 68.
Fig. 69.
Fig. 70.

The rectangular iron lathe bearers, fig. 70, were at first cast as two separate pieces which were bolted together at the ends. They are now usually cast in one solid joined at their extremities; while in very large lathes, the plan of the bearers presents something even approaching the form of a ladder, the two sides being connected at intervals by transverse pieces cast with them in the solid, giving strength to resist the torsion caused by heavy turning. The rectangular lathe bearers also attain considerably increased solidity from being attached directly to the standards of the frame, the interposition of the pedestal, shown separately fig. 68, being no longer necessary: such increased stability directly and visibly telling upon the quality of the surface produced by the turning tool.
The sections given to cast iron lathe bearers have been exceedingly varied, and figs. 71 to 76, an explanatory diagram, drawn without regard to exact relative proportion, give some of the more general forms. The triangular bar was the foundation of, and may be traced in the lathe bearers of earlier date, thus doubled it forms the section fig. 71. With this the lathe heads stood upon two angular edges by grooves, filed with some care along their under surfaces; their tenons were quite free between the bearers, but the grooves or base served to direct the axes of the two heads in one and the same straight line. This slight width of base does not afford sufficient lateral support to the heads, which with only moderate force employed in turning are liable to vibration; while exact parallelism in the two angular edged bars is also necessary. Improvement in stability was sought by making one side of the bearers flat and broad, fig. 72, with a corresponding flat on the under side of the lathe heads; retaining one angular side, to give the direction or common axis. This arrangement also facilitated the construction, as the parallelism of the two bars was no longer essential, the heads deriving their lateral guidance from the one angular side, and only resting upon the flat, the tenons being still free between the bearers; the surfaces of the flat and angular sides are sometimes level and sometimes one higher than the other.
To increase the stability of the lathe heads, both surfaces of the bearers were then made as flats for their support; the direction of the heads being obtained by making their parallel tenons to fit the parallel groove in the face of the bearers. The particular section of fig. 73, was due to the tools then employed, the narrow faces on the surface and between the bearers, being wrought by files and the hand plane; the lateral external projections, being only longitudinal ribs to stiffen the sides. Improved means of manufacture produced the modern form of lathe bearers, fig. 74, which, while compact in form, have wide, flat faces for the support of the lathe heads affording them all the stability attainable.
Continue to:
My Books

