Melting And Pouring Iron. Part 4
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Melting And Pouring Iron. Part 4
A far greater number of works arc cast in close moulds, and in the horizontal position; the proportionate quantity of metal is carried to them in ladles, skimmers are held to the lips of the moulds at the time of pouring, to keep back all the sullage or dross. The number, position, and height of the runners, are determined by circumstances; generally not less that two apertures are provided, the first for the entry of the metal, the second for the escape of the air, and to allow the metal to flow through the mould and carry off the sullage.
Sometimes in heavy castings, in addition to the runners one or more large heads or feeds are made at the upper part, to supply fluid iron as the metal shrinks in the act of solidifying; and in some such cases the feed is pumped, by moving an iron rod up and down in the feed to keep the metal in motion, so that for a time the metal may freely enter and the air escape, to increase the general soundness of the mass. The pumping should however be discontinued, the moment the metal begins to stiffen and clog the iron rod, or in other words to crystallise, otherwise mischief instead of benefit will accrue.
Works which are required to be particularly sound, as some cylinders, pipes, shafts and plungers, are cast vertically, the moulds are sunk in the earth, and well rammed to enable them to withstand the great pressure of the fluid column, without becoming strained or bursting open. Such objects are moulded and poured with a head, or an additional portion about one-third the length of the finished casting, as mentioned in respect to brass guns.
In pouring cylinders of tolerably large size, the metal is surfaces; this partially answered with small speculums, but with those of 18 inches diameter it almost always failed, as the mould cracked before the metal was congealed. A general source of failure was the non-escape of air; this caused the lower surface to be full of air-bubbles, which it was tedious to grind out.
The plan ultimately adopted was the porous hoop-iron mould, with a marginal ring of sand; the mould was heated to about 212° F.; it was filled very quickly, and the moment the metal was solidified, it was drawn into an annealing oven previously heated to about the same temperature as the casting; so that for small reflectors of nine inches diameter, the cooling might be extended over about three days, and for large ones of thirty-six inches diameter over about fourteen i with these precautions the process was uniformly successful. - See Trans. Royal Soc, 1840, pp. 510, 11. The whole of the paper " On the Reflecting Telescope," pp. 503 to 527, is quite a study for those interested in the construction of telescopes, and possesses nearly the same interest for the general mechanist.
The reader is referred to the Appendix of this volume, note F, page 462.
conducted from the sow through two sunk passages with side branches, entering the mould in the direction of tangents about one-third from the bottom, these keep the metal in circulation, and assist the rise of the sullage; cylinders are also poured through holes in the loam cake, other apertures being always provided in it for the escape of the air. Beneath the iron plate upon which the mould is built, is placed a central mass of hay-bands, in order that the air may have free passage to collect, and then to escape upwards to the surface of the earth, through one, two, three, or more internal or external tubes, as the case may be. The thick cylinders for hydrostatic presses are closed at one end, and those cast with the mouth downwards, require an air tube bent at each end, to lead from the core beneath the casting to the surface of the earth; the gas drives out in a stream, and is immediately ignited like a great torch: others prefer casting them with the mouth upwards, in order that less risk may exist of locking up air within the casting.
For the very heaviest works the three or four furnaces are usually tapped at the same moment, the stream from every one is conducted through a sand trough, and they all unite in one great trunk leading to the mould.
In pouring some of the largest cylinders, the trough is led entirely round the top of the loam mould, and from the circular channel, sometimes as many as thirty runners, every one of which is stopped by a shovel held by a man or a boy, descend to the mould, and as many air-holes are made between the ingates. When the foreman sees that all the furnaces arc in full run, and that the channels arc well supplied, he gives the word, "up shovels" they rise at the instant, and allow the molten streams to deposit itself in its temporary resting-place.
At the time the cylinder is poured, all the precautions explained in the note, p. 362, are necessary to give the mould sufficient strength to resist the pressure of the fluid metal; but as soon as it becomes set, the conditions are altered, and this resistance must be removed from the inner surface, that the cylinder may shirnk in cooling without restraint or fracture. Accordingly, after three or four hours' time, all the diametrical iron stays arc knocked away by a vertical weight or monkey, and men descend by iron ladders into the cylinder, to break down the brick core. The heat is so terrific that they can only endure it for a minute or so at a time, but still the precaution is imperative: and even in comparatively small castings of hollow objects such as cylinders, pans and boxes, it is desirable to break down the cores, to prevent the castings from scoring or breaking.
Although some iron castings employed for bridges, girders, and even for machinery, require the enormous quantities of iron referred to, on the other hand this useful metal is employed for exceedingly light and beautiful castings, abundant examples of which may be seen in the Berlin ornaments and chains.* The links of most of the Berlin chains are connected with wrought-iron wire, but figs. 195 and 19G represent a chain made entirely by the process of casting.
Fig. 195.

Fig. 196.
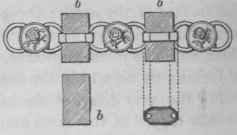
Its length is 4 feet 10 inches, it consists of about 180 links, and weighs 1 2/3 oz. avoirdupois. It was thus made, the larger links a a, were first cast separately, a solid model of the chain about 8 inches long, with core prints as in fig. 196, was then moulded; the links a, previously smoked to prevent the adhesion of the metal, were first laid in the mould, and afterwards the sand cores b b, and a separate runner was made to every one of the small links c c, so as to unite the whole when poured.†
* Through the kindness of John Taylor, Esq., F.R.S., T.G.S., etc, I am possessed of some of these gems of art in the condition in which they left the moulder's hands, and also a portion of the sand employed: notwithstanding the minute size of the castings, some of them are quite hollow as if stamped out of thin steel metal.
Professor Ehrenberg says, that the iron employed for them is made from a bog iron ore, and that the sand is a kind of tripoli, also containing iron: both arc entirely constituted of various kinds of animalcules, several of which are found, both in the fossil and recent states, in the neighbourhood of Berlin. Vide Paper read by Prof. Ehrenberg, at the Royal Academy of Sciences, Berlin, July 7, 1836; and also "Scientific Memoirs, Vol. I., part 3." (Wilkinson's Engines of War, p. 219.)
† Three such chains were cast by a German workman in the employment of Messrs. Harvey & Co., of the Hayle Foundry, Cornwall, although in the same establishment they occasionally cast twenty tons in one piece. A large and a small link of the chain, weigh together eight grains
See note AA, Appendix, vol. ii. page 974.
The concluding duty of the iron-founder, is to remove the castings from the mould and to break off the runners; after this all the loose sand, (whch is reserved for making the partings of future moulds,) is scraped off with iron shovels and wire scratch brushes, and the seams arc smoothed off with chisels and old files.
The skin or crust of a casting made in a sand mould, is in general harder than that of a loam casting; this appears to occur from the former being partially chilled by the moisture of the sand. In some cases, as in the teeth of wheels, it is desirable to retain this hard sand coat, on account of its greater durability; but when the crust is partially removed from thin or slight works, it constantly happens that they spring or become distorted whilst under the treatment of tools from the general balance of strength being disturbed by the partial removal of the crust. This gives rise to continual interferences, which come however under the consideration of the mechanician rather than of the founder. The crust of the casting which always retains some sand, is very destructive to the tools unless they can be sent in deep enough to penetrate to the clean metal beneath; when but little is to be removed from the casting, or that they are wrought with expensive tools and circular cutters, it is desirable to pickle the works, or to undermine the sand by dissolving a little of the metal with some acid.
Iron castings are pickled with sulphuric acid diluted with about twice as much water, the castings if small are immersed in a trough lined with lead; or else the acid is sprinkled over them, in two or three days a thin crust, like an efflorescence, may be washed off with the aid of water and slight friction.
Brass and gun-metal when pickled, require nitric acid diluted with four to six times as much water, otherwise the rough coat should be removed with an old file or a triangular scraper, but which is less effective than the dilute acid; this acid liquor should be also kept in Leaden vessels, or in those of well-glazed earthenware, or glass. The yellow brass is much improved by a good but equal condensation with the hummer, and in fact to whatever action the metals are subjected, whether natural in the mould, or artificial under the hammer and tools, it is of primary importance that all parts should be treated as nearly alike as
Continue to:
My Books

