On Cutting External Screws, With Screw Dies, Etc. Part 3
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
On Cutting External Screws, With Screw Dies, Etc. Part 3
The figures show the original taps, master taps, or cutters, from which the dies, figs. 573, 575, and 577, are respectively made; and in each of the three diagrams, the dies a are supposed to be in the act of commencing, and the dies b in finishing, a screw of the same diameter throughout, as that in fig. 572.
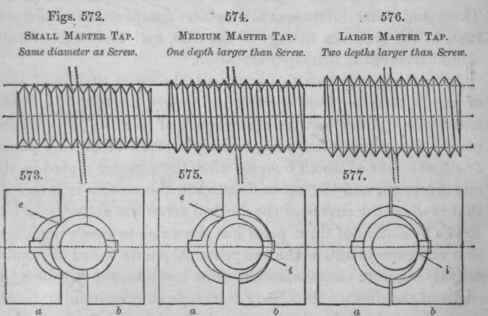
Of course the circumstances become the more perplexing the greater the depth of the thread, whereas in shallow threads the interference may be safely overlooked. As the dies cannot have both diameters of the screw, it becomes needful to adopt that curvature which is least open to objection. If, as in, fig. 573, the curved edges of the dies a and b have the same radii as the finished screw, in the commencement, or at a, the die will only touch at the corners, and the curved edges being almost or quite out of contact, there will be scarcely any guidance from which to get the lead, or first direction of the helix, and the dies will be likely to cut false screws, or else parallel grooves or rings.* In addition to this, the curved edges present, at the commencement, a greater angle than that proper for the top of the screw, but at the completion of the screw, or at b, the die and screw will be exact counterparts, and will be therefore perfectly suitable to each other.
It, as in fig. 577, the inner curvature of the dies a and b be the same as in the blank cylinder, a will exactly agree both in diameter and angle at the commencement of the screw, but at the conclusion, or as at b, each will be too great, and the die and screw will be far from counterparts, and therefore ill adapted to each other.
The most proper way of solving the difficulty in dies made in two parts, is by having two pairs of dies, such as 577 and and which is occasionally dune in very deep threads, a mode that was first published by Mr. Allan, see figs. 535 and 536, page 582. But it is more usual to pursue a medium course, and to make the original tap or cutter, fig. 574, used in cutting the dies, not of the same diameter as the bolt, as in figs. 572 and 573, not to exceed the diameter of the bolt by twice the depth of the thread, as in figs. 576 and 577, but with only one depth beyond the exact size, or half-way between the extremes, as in figs. 574 and 575, in which latter it is seen the contact, although not quite perfect either at a or b, is sufficiently near at each for general practice.
The obvious effect of different diameters between the die and screw must be a falsity of contact between the surfaces and angles of the dies; thus, in 573, the whole of the cutting falls upon e, the external angles, until the completion of the screw in b, when the action is rather compressing than cutting. In fig. 577, the first act is that of compressing, and all the work is soon thrown on i, the internal angles of the die, which become gradually more penetrative, but eventually too much so, being in all respects the reverse of the former. In the medium and most common example, fig. 575, the cut falls at first upon the external angles e, it gradually dies away, and it is during the brief transition of the cut from the external to the internal angles i, that is, when the screw is exactly half formed, that the compression principally occurs.
* Sometimes the dies cut a fine, single-thread screw, of one-half or one-third the coarseness of that of the dies; at other times, a fine double or triple screw, of the same rake or Telocity as the dies; and occasionally the dies cut concentric rings. These accidental results are mainly to be attributed to the diestocks being closed upon the screw-bolt obliquely, instead of at right angles; the edges of the dies do not then approach in the required relationship, and the two dies each cut a distinct thread, instead of one thread in common. In the act of placing the dies the stock should be slightly "wriggled," or moved vertically, to allow the dies to select their true position on the bolt to be cut.
The compression or squeezing, is apt to enlarge the diameter of the screw, (literally by swaging up the metal,) and also to elongate it beyond its assigned length, and that unequally at different parts. Sometimes the compression of the dies, makes the screw so much coarser than its intended pitch, that the screw refuses to pass through a deep hole cut with the appropriate tap; not only may the total increase in length be occasionally detected by a common rule, but the differences between twenty or thirty threads, measured at' various parts with fine pointed compasses, are often plainly visible.
Other and vastly superior modes for the formation of long screws, or those requiring any very exact number of threads in each inch or foot of their length will be shortly explained. Yet notwithstanding the interferences which deprive the die-stocks of the refined perfection of these other methods, they are a most invaluable and proper instrument for their intended use; and the disagreement of curvature and angle is more or less remedied in practice, by reducing the circular part of the dies in various ways; and also in some instances, by the partial separation of the guiding from the cutting action.
The most usual form of dies is shown in fig. 578, but if every measure be taken at the mean, as in fig. 579, the tool possesses a fair, average, serviceable quality; that is, the dies should be cut over an original tap of medium dimensions, namely, one depth larger than the screw, such as fig. 574; the curved surface should be halved, making the spaces and curves as nearly equal as may be; and the edges should be radial. Fig. 580, nearly transcribed from Leupold's figure, 502, has been also used, but it appears as if too much of the curve were then removed.
Sometimes the one die is only used for guiding, and the other only for cutting: thus a, fig. 581, is cut over two different diameters of master taps, which gives it an elliptical form. A large master tap, fig. 576, is first used for cutting the pair of dies, this leaves the large parts of the curve in a: the dies are subsequently cut over a small master tap, 572.
Continue to:
My Books

